Preparation method for casting iridium crucible
A technology for crucibles and process steps, which is applied in the field of preparation of cast iridium crucibles, which can solve the problems of high processing difficulty, large processing allowance, and poor compactness, and achieve the effects of increased material utilization, good product quality, and fewer casting defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0015] A preparation method for casting an iridium crucible, the casting process steps are:
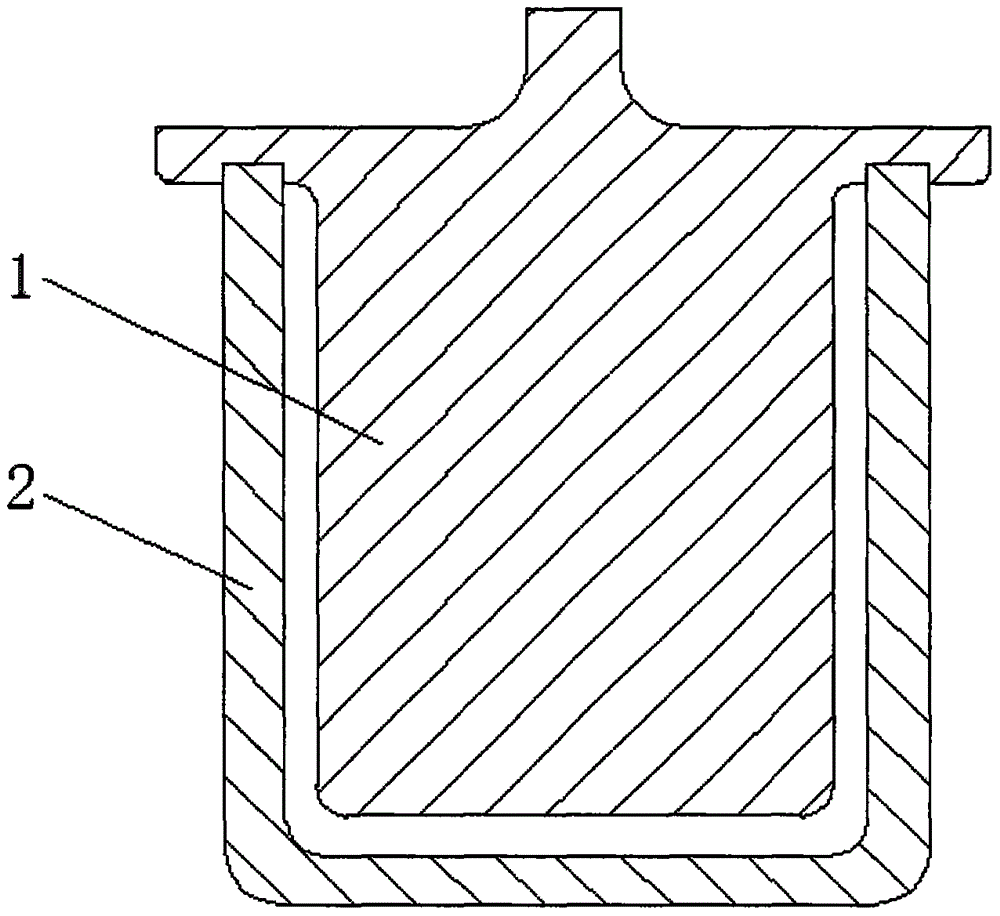
[0016] (1) Surface coating of the upper mold 2: a boron nitride coating of 5.0 to 10.0 microns is prepared on the surface of the upper mold 2 by chemical vapor deposition;
[0017] (2) Preheating the upper mold 2: Preheat the upper mold 2 to 1000-1500°C in an electric furnace;
[0018] (3) Smelting of metal iridium: add an appropriate amount of iridium raw material in the crucible 1, and smelt with a high-frequency induction furnace under the atmosphere until the iridium metal in the crucible 1 is completely melted, and the iridium metal liquid level is calm and no bubbles emerge;
[0019] (4) Iridium crucible molding: Insert the preheated upper mold 2 into the crucible 1 of molten iridium metal, close the vacuum high-frequency induction furnace door to evacuate, control the vacuum degree of the chamber below 1Pa, and then gradually reduce it The current of the high-frequency inducti...
Embodiment 2
[0024] The cast iridium crucible has an outer diameter of 66mm, an inner diameter of 60mm, a wall thickness of 3mm, and a bottom thickness of the crucible of 3-5mm;
[0025] Cast iridium crucible manufacturing process:
[0026] 1.1 According to the iridium crucible specification requirements and figure 1 Customize the zirconia ceramic crucible 1 and the upper mold 2 of corresponding specifications, and coat the part of the upper mold 2 in contact with the iridium metal liquid with a boron nitride coating of 5.0-10.0 microns by chemical vapor deposition.
[0027] 1.2 Put the melting pot and upper mold 2 into the electric furnace and heat to 500-600°C. After 120 minutes of heat preservation, take out the melting pot and install it on the high-frequency induction coil to melt iridium metal, and the upper mold 2 will heat up to 1000-1500 Keep warm between ℃ for later use.
[0028] 1.3 Confirm that the iridium metal block or powder in the crucible 1 is completely melted, and cont...
Embodiment 3
[0033] The cast iridium crucible has an outer diameter of 120mm, an inner diameter of 114mm, a wall thickness of 3mm, and a bottom thickness of the crucible of 3-5mm;
[0034] Cast iridium crucible manufacturing process:
[0035] 2.1 According to the iridium crucible specification requirements and figure 1 Customize the zirconia ceramic crucible 1 and the upper mold 2 of corresponding specifications, and coat the part of the upper mold 2 in contact with the iridium metal liquid with a boron nitride coating of 5.0-10.0 microns by chemical vapor deposition.
[0036] 2.2 Put the melting pot and upper mold 2 into the electric furnace and heat to 500-600°C. After 120 minutes of heat preservation, take out the melting pot and install it on the high-frequency induction coil to melt iridium metal, and the upper mold 2 will heat up to 1000-1500 Keep warm between ℃ for later use.
[0037] 2.3 Confirm that the iridium metal block or powder in the crucible 1 is completely melted, and co...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More