

Preparation method of in-situ WC-M7C3 composite carbide coating
A WC-M7C3, in-situ self-generating technology, used in the field of wear-resistant coatings, can solve the problems of precipitation and loss of material surface enhancement, and achieve the effect of prolonging the liquid phase time of the melt, good compatibility, and clean and pollution-free surface.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
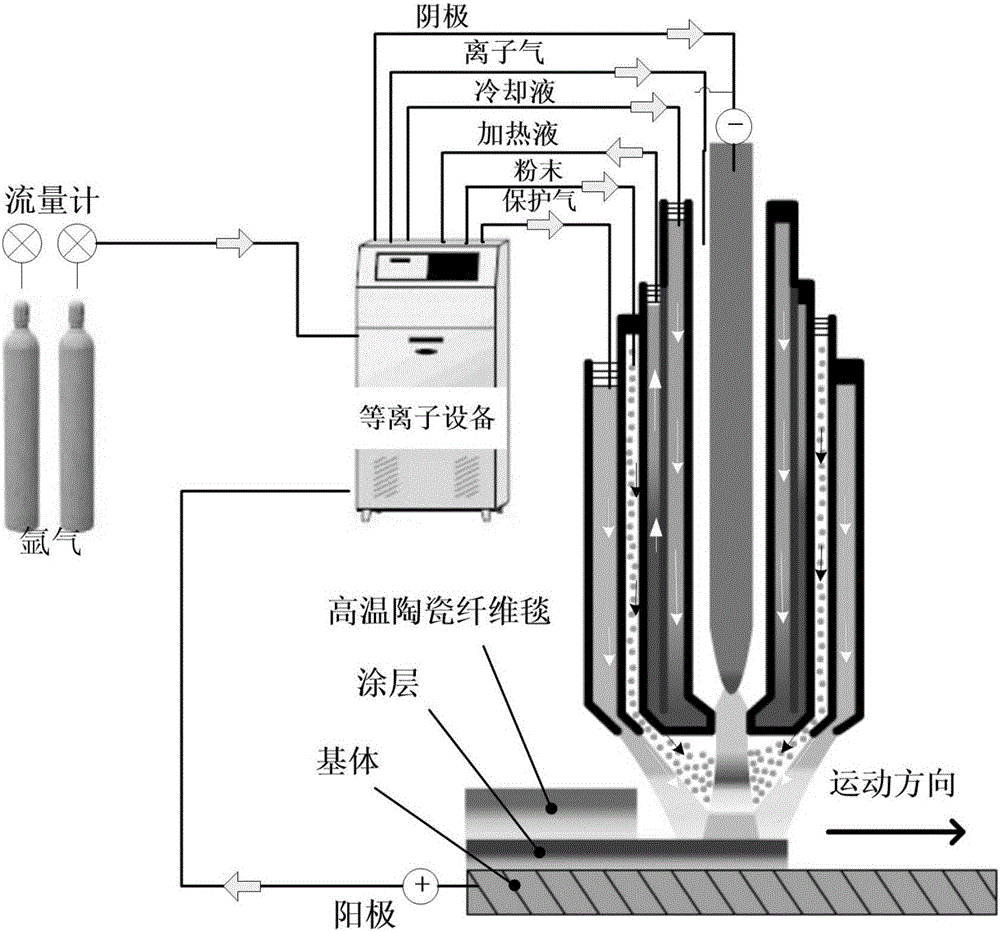
[0041] Mix 35% W powder (W≥99.8%, particle size 100~150μm), 15% Cr 3 C 2 Powder (Cr≥83.5%; C≥12.5%; Si≤1.8%, particle size 150~250μm), 2% C powder (C≥98%, particle size 180~250μm), the balance is Fe-Ni self-fluxing alloy Powder (Ni=30%; Re=1%; Fe=69%, particle size 100~200μm) is dried and mixed evenly, and then loaded into the powder feeder; the substrate is preheated, and the preheating temperature is 200~250°C; The coating is prepared by plasma cladding process, and the process parameters are: arc current 80~95A; voltage 40~46V; mixed powder feeding speed 15~20g / min; ion gas flow 5~8L / min; powder feeding gas flow 3 ~5L / min; shielding gas flow rate 6~8L / min; cladding speed 55~65mm / min, heat the reaction molten pool with a high temperature ceramic fiber blanket while preparing the coating.
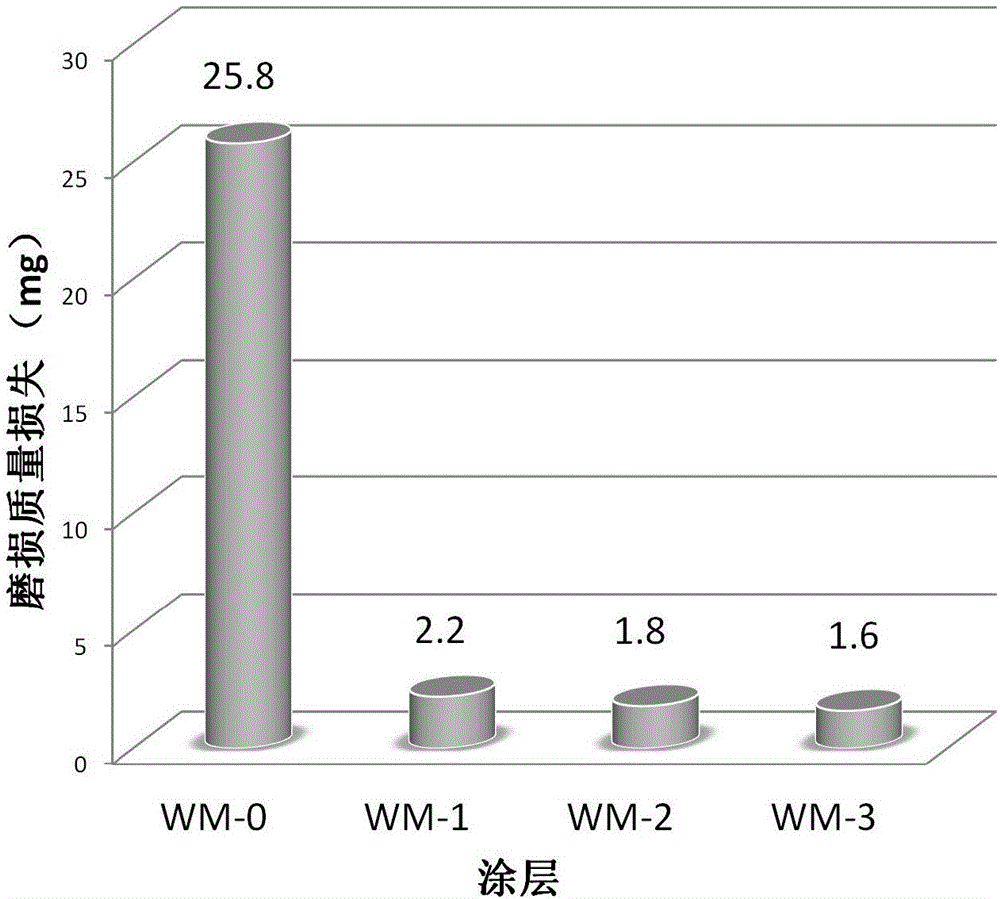
[0042] The resulting WC-M 7 C 3 Composite reinforced iron-based coatings were tested against T10 samples (Rockwell hardness HRC=63±1) on the M-2000 wear testing machine (pressure 300N,...
Embodiment 2
[0044] Mix 40% W powder (W≥99.8%, particle size 100~150μm), 17% Cr 3 C 2 Powder (Cr≥83.5%; C≥12.5%; Si≤1.8%, particle size 150~250μm), 2.5% C powder (C≥98%, particle size 180~250μm), the balance is Fe-Ni self-fluxing alloy Powder (Ni=30%; Re=1%; Fe=69%, particle size 100~200μm) is dried and mixed evenly, and then loaded into the powder feeder; the substrate is preheated, and the preheating temperature is 200~250°C; The coating is prepared by plasma cladding process, and the process parameters are: arc current 80~95A; voltage 40~46V; mixed powder feeding speed 15~20g / min; ion gas flow 5~8L / min; powder feeding gas flow 3 ~5L / min; shielding gas flow rate 6~8L / min; cladding speed 55~65mm / min, heat the reaction molten pool with a high temperature ceramic fiber blanket while preparing the coating.
[0045] The resulting WC-M 7 C 3 Composite reinforced iron-based coatings were tested against T10 samples (Rockwell hardness HRC=63±1) on the M-2000 wear testing machine (pressure 300...
Embodiment 3
[0047] Mix 45% W powder (W≥99.8%, particle size 100~150μm), 19% Cr 3 C 2 Powder (Cr≥83.5%; C≥12.5%; Si≤1.8%, particle size 150~250μm), 2.5% C powder (C≥98%, particle size 180~250μm), the balance is Fe-Ni self-fluxing alloy Powder (Ni=30%; Re=1%; Fe=69%, particle size 100~200μm) is dried and mixed evenly, and then loaded into the powder feeder; the substrate is preheated, and the preheating temperature is 200~250°C; The coating is prepared by plasma cladding process, and the process parameters are: arc current 80~95A; voltage 40~46V; mixed powder feeding speed 15~20g / min; ion gas flow 5~8L / min; powder feeding gas flow 3 ~5L / min; shielding gas flow rate 6~8L / min; cladding speed 55~65mm / min, heat the reaction molten pool with a high temperature ceramic fiber blanket while preparing the coating.
[0048] The resulting WC-M 7 C 3 Composite reinforced iron-based coatings were tested against T10 samples (Rockwell hardness HRC=63±1) on the M-2000 wear testing machine (pressure 300...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More