

A kind of process method of manufacturing carbon steel gate valve gate
A process method and gate valve technology, which is applied in the field of gate valves, can solve the problems of less than 11.5% Cr content, uneven hardness on the seal, and hardness not up to the standard, so as to increase wear resistance and shorten the production time of products. Cycle, strength-enhancing effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
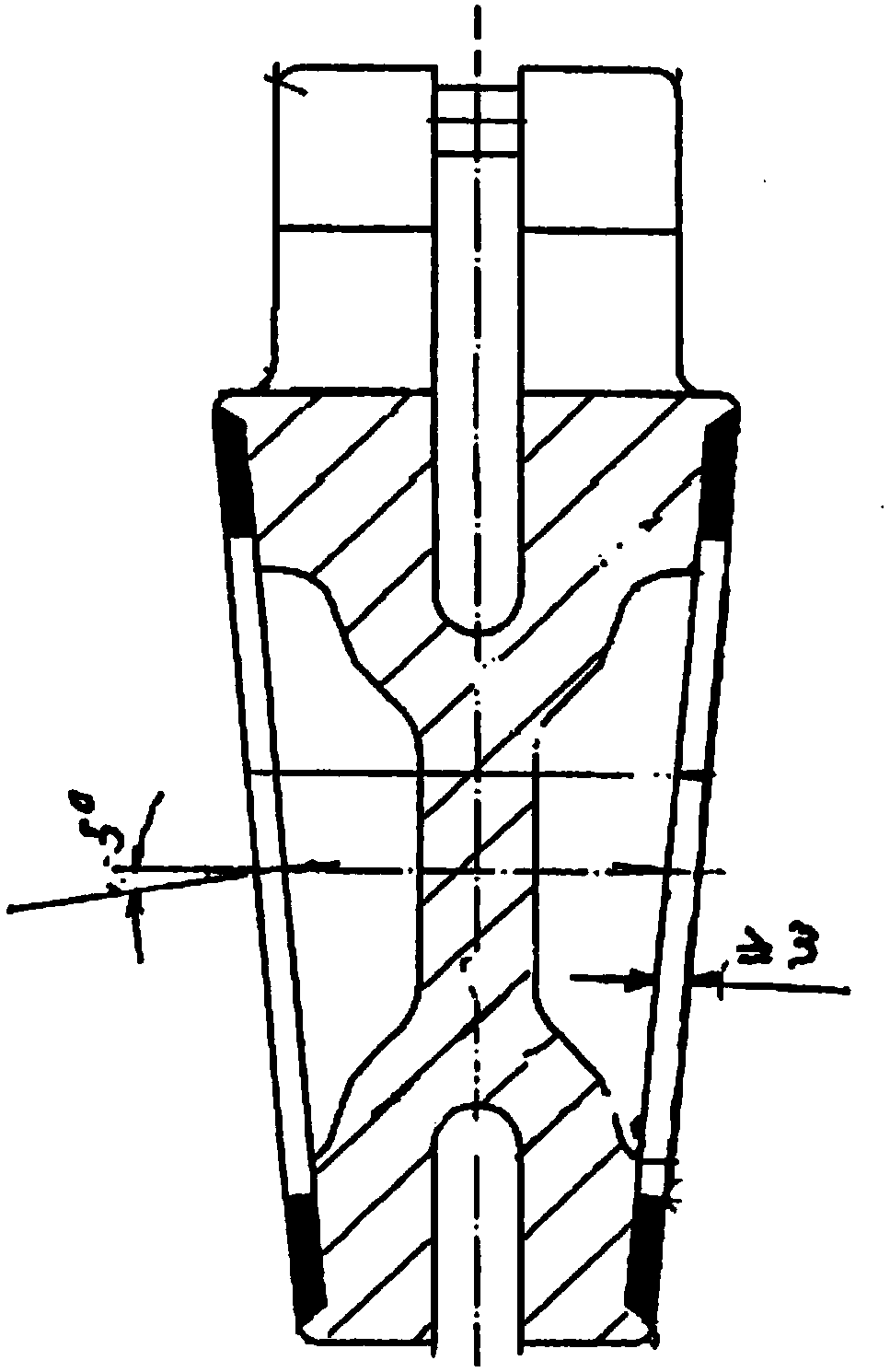
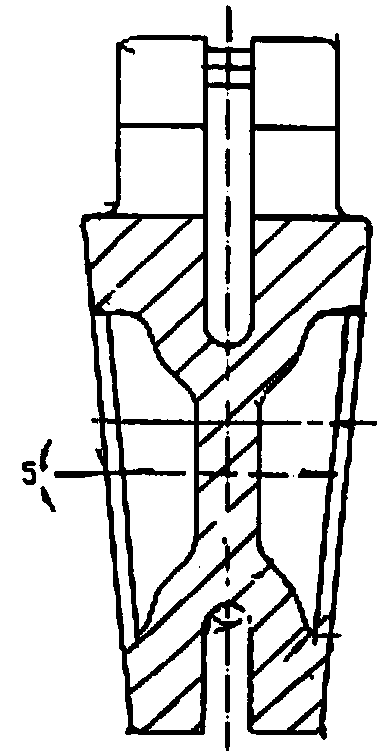
[0025] Such as figure 1 Shown, a kind of technological method of manufacturing carbon steel gate valve disc, which comprises the following steps:
[0026] 1. Select the ASTM A487 / A487M standard CA15 material as the casting material, and the Cr content in the CA15 material is 11.5-14%;
[0027] 2. Cast the casting material selected in step 1 into a gate valve gate;
[0028] 3. After the casting is completed, the gate valve plate is quenched. The quenching temperature is 1030°C±10°C, and the holding time is 2.5min / mm;
[0029] 4. Temper the quenched gate valve gate, the tempering temperature is 460°C±10°C, and the holding time is 3min / mm; 5. Cool the tempered gate valve gate by oil cooling or water cooling, after cooling The Cr content of the gate valve plate is 11.5%-14%, and the hardness is HRC40-42.
[0030] In order to solve the problem of Cr less than 11.5% on the sealing surface of the ram, the hardness is not balanced, and the hardness and other problems, the material...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More