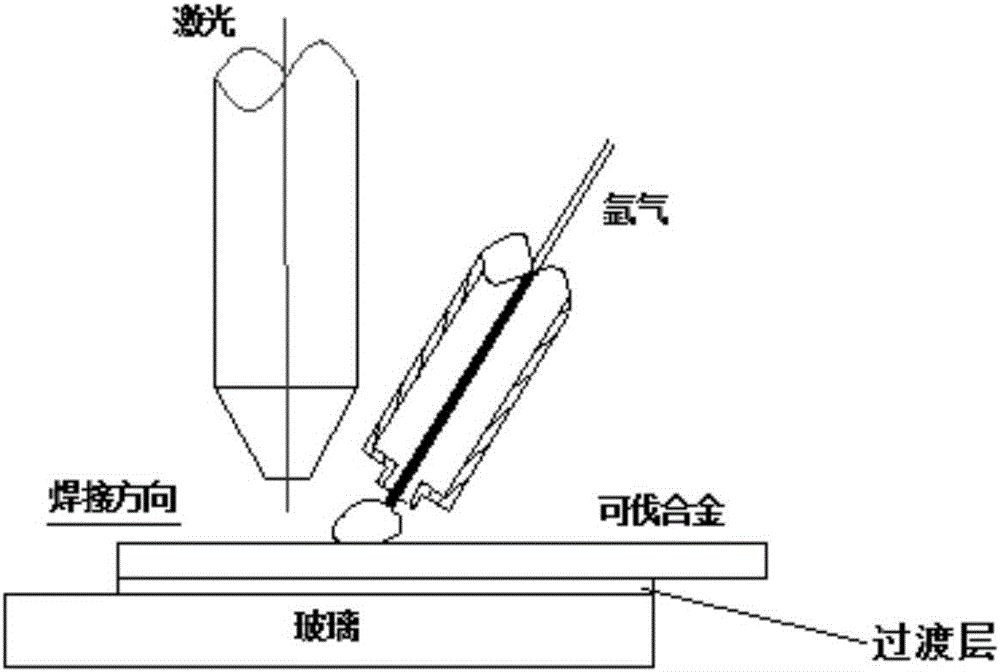
Laser welding method for connecting molybdenum-group glass/kovar alloy by adding Mo-Mn-Ni metal interlayer
An intermediate layer, laser welding technology, applied in the field of laser welding, can solve the problems of large difference in thermal expansion coefficient, poor toughness of non-metallic materials, and difficult interface bonding, and achieve the effect of reducing welding stress, avoiding cracking, and avoiding cracking and fusing.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] (1) Grind Kovar alloy from 400 mesh to 1200 mesh, and then perform ultrasonic cleaning in acetone solution for 20 minutes;
[0029] (2) Kovar alloy of 40×20×1.1mm is vacuumed at 10 -1 Treat in MPa environment for 20 minutes, then oxidize in a furnace at 800°C for 10 minutes;
[0030] (3) Place the oxidized Kovar alloy sample on the molybdenum group glass sample (20×15×3mm), add an intermediate layer in the middle, and then place it on the fixture;
[0031] (4) The preheating temperature is 300°C, and the preheating time is 20 minutes;
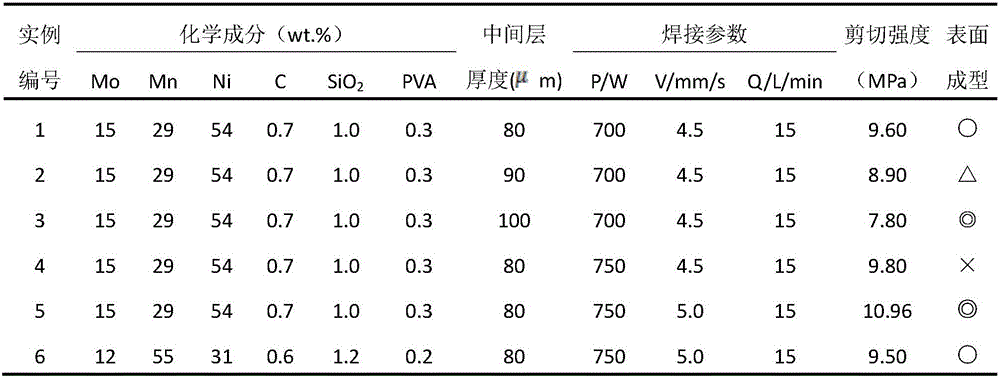
[0032] (5) The mass percentage of the middle layer is selected as: Mo: 15%, Ni: 54%, Mn: 29%, C: 0.7%, SiO 2 : 1.0%, the PVA additive accounts for 0.3%, and the thickness of the middle layer is 80 μm;
[0033] (6) Laser model: YLS-3000-SM, laser parameters: laser power 700W, welding speed 4.5mm / s, gas flow 15L / min;
[0034] (7) The post-weld heat treatment temperature is 350°C, and it is cooled with the furnace;
[0035] According t...
Embodiment 2
[0037] (1) Grind Kovar alloy from 400 mesh to 1200 mesh, and then perform ultrasonic cleaning in acetone solution for 20 minutes;
[0038] (2) Kovar alloy of 40×20×1.1mm is vacuumed at 10 -1 Treat in MPa environment for 20 minutes, then oxidize in a furnace at 800°C for 10 minutes;
[0039] (3) Place the oxidized Kovar alloy sample on the molybdenum group glass sample (20×15×3mm), add an intermediate layer in the middle, and then place it on the fixture;
[0040] (4) The preheating temperature is 300°C, and the preheating time is 20 minutes;
[0041] (5) The mass percentage of the middle layer is selected as: Mo: 15%, Ni: 54%, Mn: 29%, C: 0.7%, SiO2: 1.0%, PVA additive accounts for 0.3%, and the thickness of the middle layer is 90 μm;
[0042] (6) Laser model: YLS-3000-SM, laser parameters: laser power 700W, welding speed 4.5mm / s, gas flow 15L / min;
[0043] (7) The post-weld heat treatment temperature is 350°C, and it is cooled with the furnace;
[0044] According to the s...
Embodiment 3
[0046] (1) Grind Kovar alloy from 400 mesh to 1200 mesh, and then perform ultrasonic cleaning in acetone solution for 20 minutes;
[0047] (2) Kovar alloy of 40×20×1.1mm is vacuumed at 10-1 Treat in MPa environment for 20 minutes, then oxidize in a furnace at a temperature of 800°C for 10 minutes;
[0048] (3) Place the oxidized Kovar alloy sample on the molybdenum group glass sample (20×15×3mm), add an intermediate layer in the middle, and then place it on the fixture;
[0049] (4) The preheating temperature is 300°C, and the preheating time is 20 minutes;
[0050] (5) The mass percentage of the middle layer is selected as: Mo: 15%, Ni: 54%, Mn: 29%, C: 0.7%, SiO2: 1.0%, PVA additive accounts for 0.3%, and the thickness of the middle layer is 100 μm;
[0051] (6) Laser model: YLS-3000-SM, laser parameters: laser power 700W, welding speed 4.5mm / s, gas flow 15L / min;
[0052] (7) The post-weld heat treatment temperature is 350°C, and it is cooled with the furnace;
[0053] Ac...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Shear strength | aaaaa | aaaaa |
| Shear strength | aaaaa | aaaaa |
| Shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More