

Double laser-double-wire bypass electric arc compound welding method
A bypass arc and welding method technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of high cost, poor weldability of high reflectivity materials, and low energy conversion rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
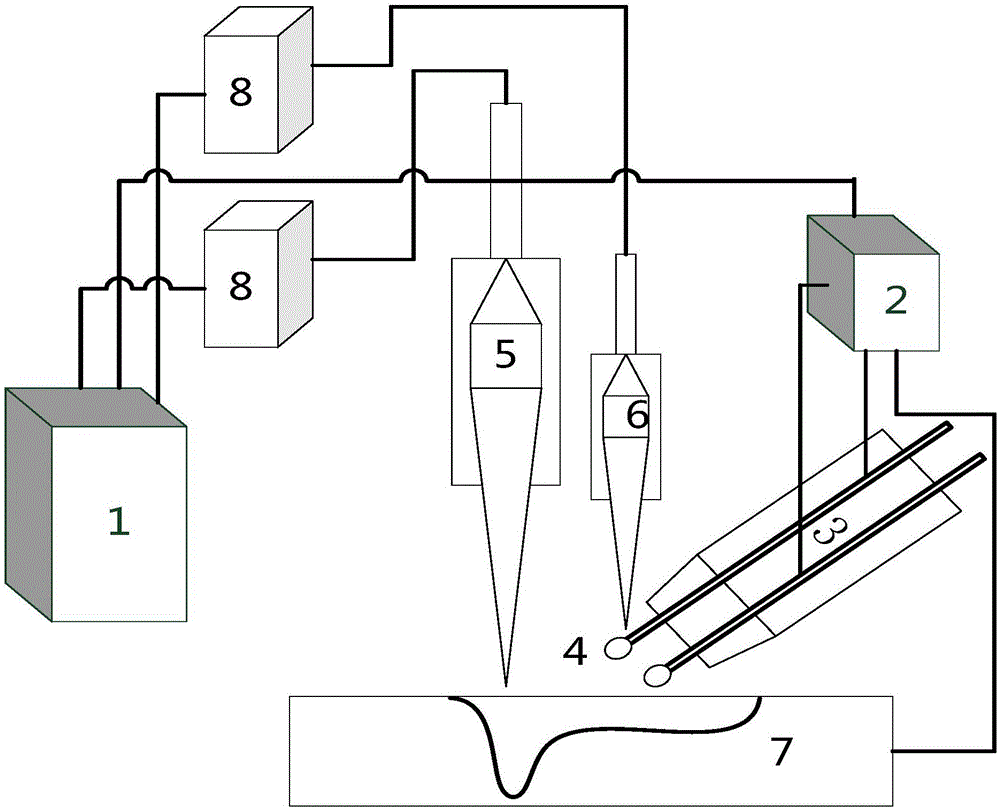
[0020] The embodiment of the present invention provides a double laser-double wire bypass arc combined welding method, the method adopts equipment such as figure 1 As shown, it includes: a computer control system 1, an arc length adjustment system 2, a continuous laser beam 5 and a pulsed laser beam 6. The computer control system 1 can control the arc height according to the voltage change value collected by the arc length adjustment system 2, so that the pulsed laser beam can be accurately incident on the necking position of the droplet; the base material 7 is Q235 low carbon steel with a thickness of 10 mm, and the laser frequency is 10-500 Hz.
[0021] The specific double laser-double wire bypass arc combined welding method includes the following steps:
[0022] 1. Adjust the spatial positions of the continuous laser beam 5, the pulsed laser beam 6, and the twin-wire welding torch 3, so that the continuous laser beam 5 acts on the base material 7, and the pulsed laser beam ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More