

Vacuum electron beam welding method and application of vacuum electron beam welding method to welding of hydroelectric steel
A technology of vacuum electron beam and welding method, which is applied in the direction of electron beam welding equipment, welding/welding/cutting items, welding equipment, etc., which can solve the problems of cleanliness, difficulty in guaranteeing vacuum degree, difficulty in welding seam cleaning, difficulty in welding seam forming, etc. problems, to achieve the effect of high welding difficulty, low production efficiency and fast welding speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
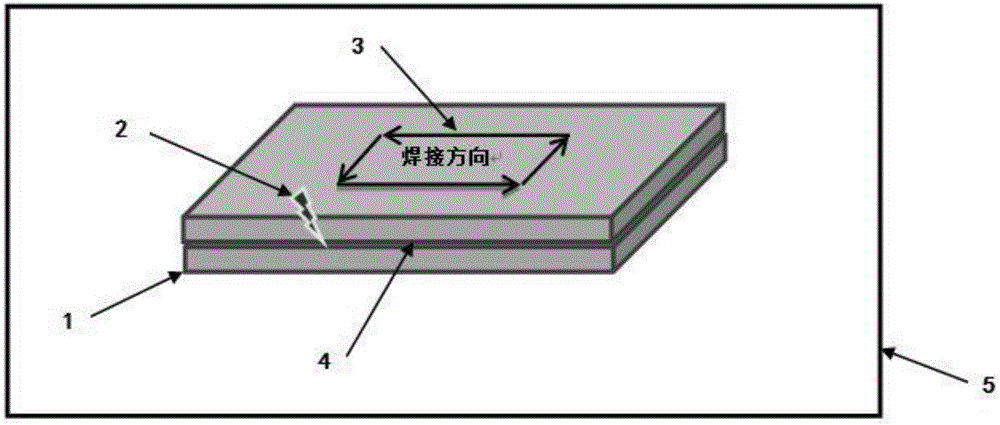
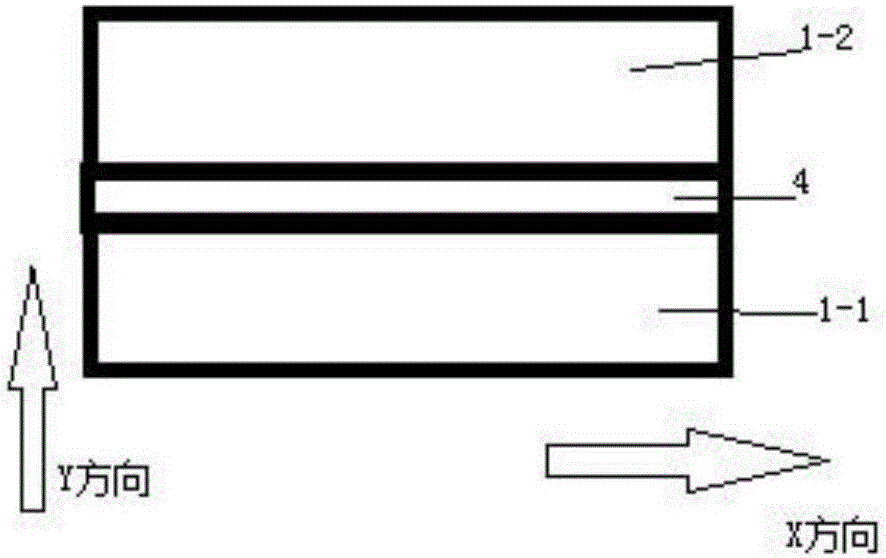
[0035] In this example, two 200mm×2200mm×4100mm (thickness×width×length) hydroelectric steel blanks were used to prepare 394±2mm×2200mm×4100mm (thickness×width×length) hydroelectric steel composite blanks by vacuum electron beam welding for use in Rolling produces extra-thick steel plates.
[0036] The chemical composition of the billet for hydroelectricity is by weight percentage: C 0.05%, Si 0.17%, Mn 1.11%, P0.0056%, S 0.0019%, Cr 0.41%, Mo 0.47%, Ni 0.14%, Cu 0.36%, V 0.026%, Nb 0.037%, Ti 0.019%, B 0.0027%, Als 0.21%, the balance is Fe and unavoidable impurities.
[0037] The vacuum electron beam welding process of the steel for hydroelectricity comprises the following steps:
[0038] (1) Surface treatment: place two blanks horizontally, and machine them with a large gantry milling machine to completely remove the iron oxide scale on the surface of the steel plate. Fresh metal is exposed on the surface of the steel plate after processing, and the surface roughness is 1.9...
Embodiment 2
[0047] In this example, two pieces of 300mm×2200mm×4000mm (thickness×width×length) hydroelectric steel blanks were used to prepare 593±3mm×2200mm×4000mm (thickness×width×length) hydroelectric steel composite blanks by vacuum electron beam welding for use in Rolling produces extra-thick steel plates.
[0048] The chemical composition of the steel billet for hydropower is by weight percentage: C 0.041%, Si 0.16%, Mn 1.01%, P0.0051%, S 0.0017%, Cr 0.37%, Mo 0.41%, Ni 0.12%, Cu 0.31%, V 0.024%, Nb 0.034%, Ti 0.017%, B 0.0021%, Als 0.19%, the balance is Fe and unavoidable impurities.
[0049] The vacuum electron beam welding process of the steel for hydroelectricity comprises the following steps:
[0050] (1) Surface treatment: Place two blanks horizontally and machine them with a large gantry milling machine to completely remove the iron oxide scale on the surface of the steel plate. Fresh metal is exposed on the surface of the processed steel plate with a surface roughness of 2....
Embodiment 3
[0059] In this example, two pieces of 400mm×1860mm×2600mm (thickness×width×length) hydroelectric steel blanks were used to prepare 791±3mm×1860mm×2600mm (thickness×width×length) hydroelectric steel composite blanks by vacuum electron beam welding for use in Rolling produces extra-thick steel plates.
[0060] The chemical composition of the billet for hydroelectricity is by weight percentage: C 0.031%, Si 0.14%, Mn 0.97%, P0.0043%, S 0.0016%, Cr 0.31%, Mo 0.37%, Ni 0.11%, Cu 0.29%, V 0.021%, Nb 0.031%, Ti 0.016%, B 0.0019%, Als 0.18%, the balance is Fe and unavoidable impurities.
[0061] The vacuum electron beam welding process of the steel for hydroelectricity comprises the following steps:
[0062] (1) Surface treatment: Place two blanks horizontally and machine them with a large gantry milling machine to completely remove the iron oxide scale on the surface of the steel plate. Fresh metal is exposed on the surface of the processed steel plate with a surface roughness of 2....
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More