

A continuous annealing method for hot stamping steel
A technology of hot stamping forming and annealing, applied in heat treatment furnaces, heat treatment equipment, heat treatment process control, etc., can solve the problems of low production efficiency of surface oxide film, affect the phase change process of workpiece body, affect heat transfer and thermal conductivity, etc., and achieve Good applicability, improved bonding firmness, and good firmness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Embodiment 1: The specific process of the continuous annealing method of the hot stamping formed steel is as follows.
[0027] The mass fraction of the chemical composition of the hot stamping forming steel is: C 0.21%, Mn 1.40%, Si 0.30%, S0.006%, P 0.015%, Al 0.035%, Cr 0.20%, B 0.002%, and the rest are iron and unavoidable impurities.
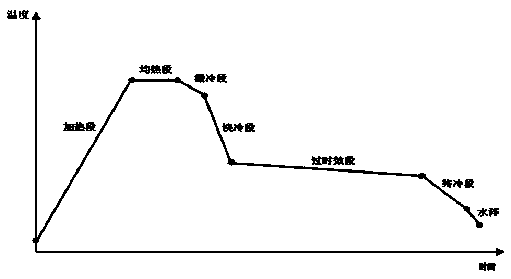
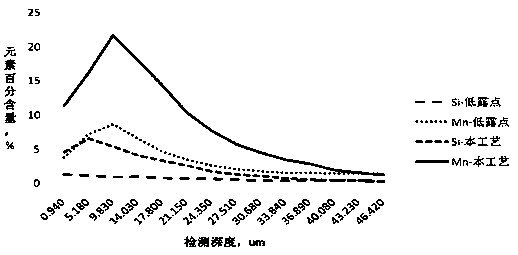
[0028] The continuous annealing process is as follows: 1) Annealing process: the temperature of the uniform temperature section is 780°C, the start temperature of the rapid cooling is 680°C, the end temperature of the rapid cooling is 390°C, the aging end temperature is 360°C, the end temperature of the final cooling section is 150°C, and the temperature after water quenching is 43 ℃. The process speed is 100m / min. The dew point values are +14°C in the heating section, +15°C in the uniform temperature section, and +16°C in the slow cooling section.
[0029] 2) Smoothing process: the smoothing elongation rate is 1.2%, the rolling ...
Embodiment 2
[0031] Embodiment 2: The specific process of the continuous annealing method of the hot stamping formed steel is as follows.
[0032] The mass fraction of the chemical composition of the hot stamping forming steel is: C 0.22%, Mn 1.30%, Si 0.35%, S0.006%, P 0.020%, Al 0.030%, Cr 0.50%, B 0.005%, and the rest are iron and unavoidable impurities.
[0033] The continuous annealing process is as follows: 1) Annealing process: the temperature of the uniform temperature section is 790°C, the start temperature of the rapid cooling is 670°C, the end temperature of the rapid cooling is 400°C, the aging end temperature is 370°C, the end temperature of the final cooling section is 160°C, and the temperature after water quenching is 45°C. ℃. The process speed is 95m / min. The dew point values are +19°C in the heating section, +19°C in the uniform temperature section, and +20°C in the slow cooling section.
[0034] 2) Smoothing process: the smoothing elongation rate is 1.5%, the rollin...
Embodiment 3
[0036] Embodiment 3: The specific process of the continuous annealing method of the hot stamping formed steel is as follows.
[0037] The mass fraction of the chemical composition of the hot stamping forming steel is: C 0.25%, Mn 1.40%, Si 0.18%, S0.005%, P 0.022%, Al 0.050%, Cr 0.30%, B 0.003%, and the rest are iron and unavoidable impurities.
[0038]The continuous annealing process is as follows: 1) Annealing process: the temperature of the uniform temperature section is 800°C, the start temperature of the rapid cooling is 690°C, the end temperature of the rapid cooling is 410°C, the aging end temperature is 380°C, the end temperature of the final cooling section is 150°C, and the temperature after water quenching is 50°C ℃. The process speed is 80m / min. The dew point values are +12°C in the heating section, +13°C in the uniform temperature section, and +15°C in the slow cooling section.
[0039] 2) Smoothing process: the smoothing elongation rate is 2.0%, the rolling ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More