

Cold Forging Process of Clutch Sleeve
A clutch sleeve and cold forging technology, which is applied in the field of cold forging of clutch sleeves, can solve the problems of high coating heating cost, short service life of molds, influence on the accuracy of blank parts, etc., so as to save process energy consumption and improve cutting efficiency. , The effect of reducing machining allowance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
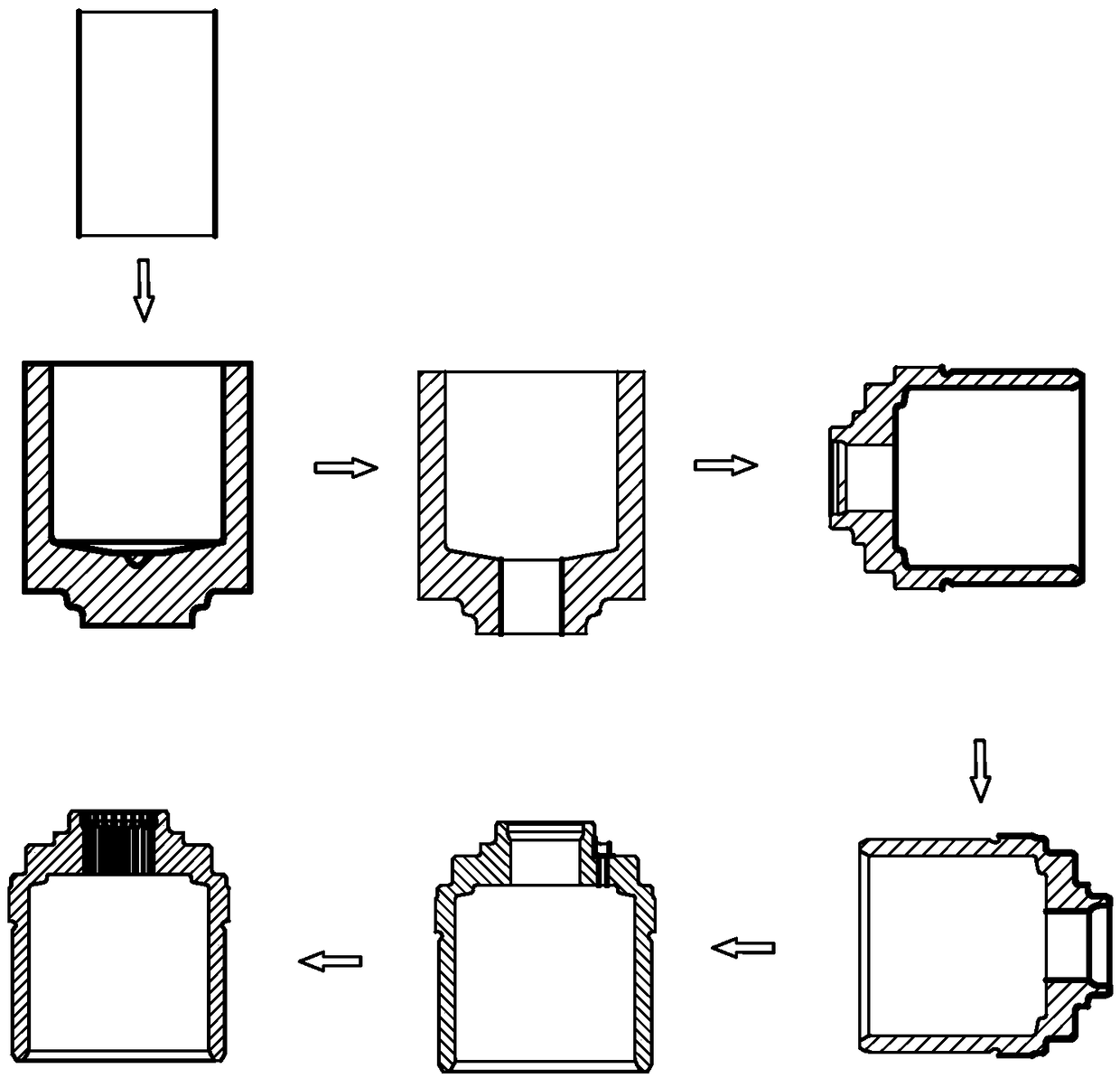
[0022] A cold forging process of a clutch sleeve includes the following steps:
[0023] Cutting: Use a circular saw to cut the blank into bars of set length and weight.
[0024] Spheroidizing annealing: Put the bar into the well-type resistance furnace, vacuum to the air pressure ≤ -0.08MPa, keep the pressure for 20 minutes without rising, confirm that the air tightness of the well-type resistance furnace tank is intact, and then heat it to 300-400 ℃, open the valve to remove the moisture in the furnace gas. After filling with nitrogen to 0.1MPa, start heating. During heating, heat preservation and slow cooling, the furnace pot pressure is maintained at 0.1-0.2MPa, the heating temperature is 765℃, the holding time is 4.5 hours, and the furnace temperature is ≤350 ℃.
[0025] Shot blasting: The surface of the bar is shot blasted. The shot blasting machine uses the motor to drive the impeller body to rotate, and uses the centrifugal force to throw a 0.6mm diameter steel shot onto the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More