Method and device for preparing composite plate blank through friction welding
A composite slab, friction welding technology, applied in welding equipment, non-electric welding equipment, manufacturing tools, etc., can solve problems such as reducing production efficiency, and achieve the effects of low production cost, short friction heating time, and high interface bonding strength.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0048] Utilize method and device of the present invention to be that two pieces of materials are Q345 steel, thickness is 300mm, width is 1250mm, and length is 1800mm continuous casting slab friction welding together to make the composite slab that thickness is 600mm, concrete implementation process is as follows:
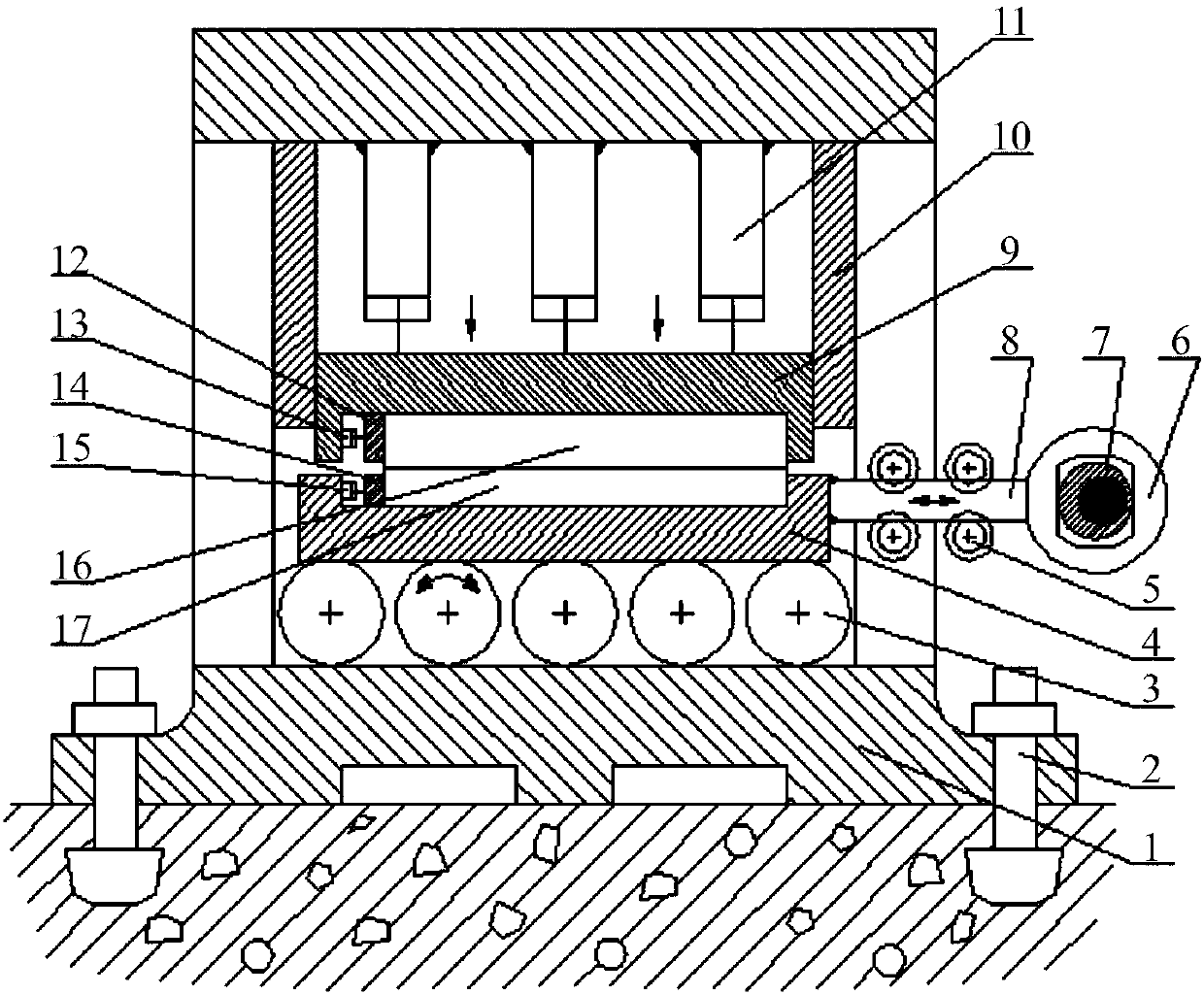
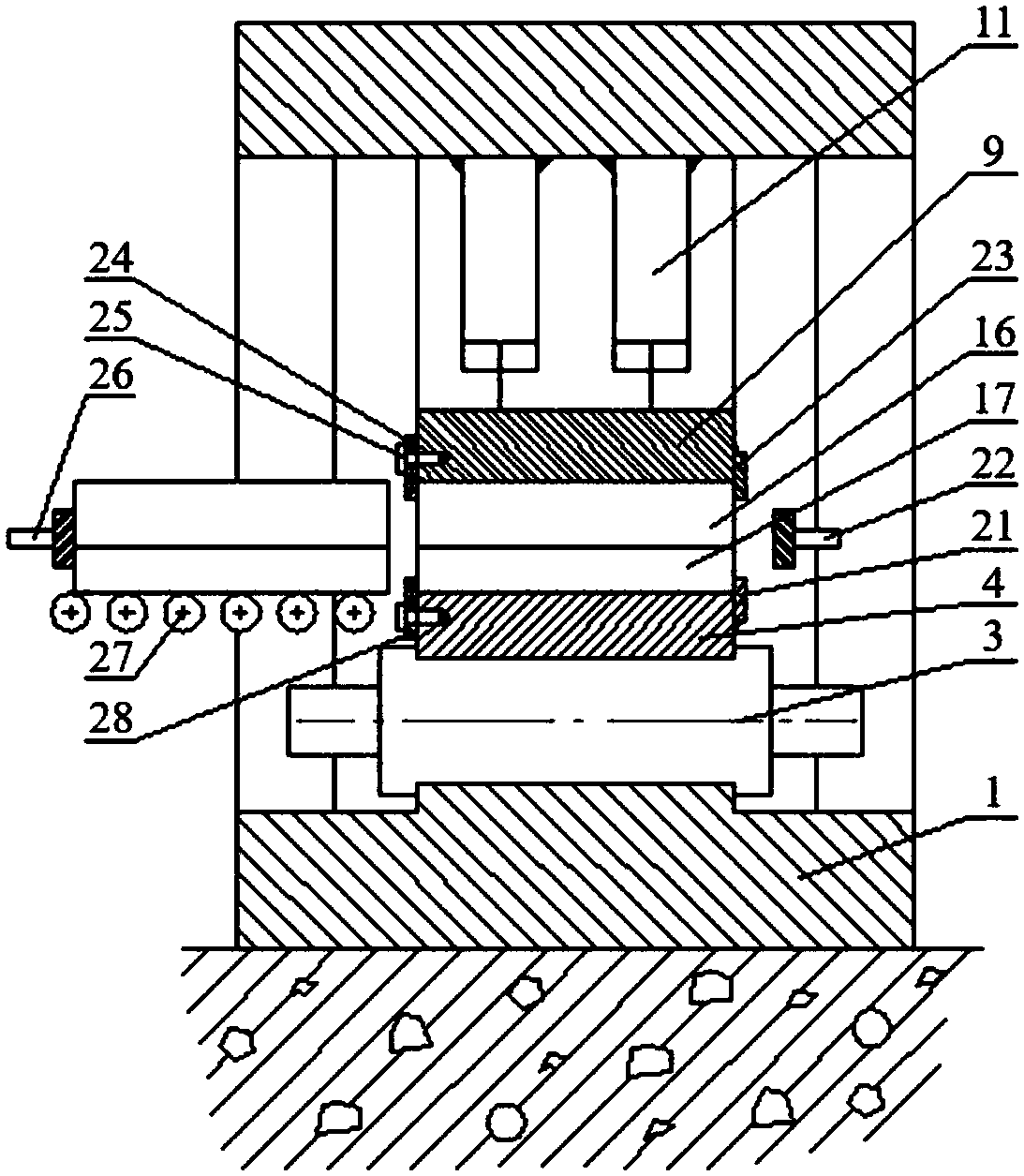
[0049]First, use the conventional pickling method to remove the iron oxide scales on the composite surfaces of the two continuous casting slabs, clean them and dry them for later use; hang the two continuous casting slabs on the roller table 27 in front of the machine in turn, and place the metal blanks Stack them up and down together, and clean the surfaces to be compounded to fit each other. The upper continuous casting slab is the upper metal blank 16, and the lower continuous casting slab is the lower metal blank 17. Start the propeller 26 to move the stack. The put metal blank is pushed into the bottom trough 4; the pusher 26 is moved back, the main hydraulic c...
Embodiment 2
[0051] Using the method and device of the present invention, two pieces of 170mm in thickness and 2 pieces of 200mm in thickness, 1250mm in width, 1800mm in length, and FH690 steel continuous casting slabs are friction welded together to make FH690 with a thickness of 740mm Steel composite slab, the specific implementation process is as follows:
[0052] First, use the conventional pickling method to remove the oxide scale on both sides of a 170mm continuous casting slab and a 200mm continuous casting slab, then remove the oxide scale on one side of a 170mm continuous casting slab and a 200mm continuous casting slab, and clean it Drying afterwards; hang one of the 200mm continuous casting slabs with scale removal on both sides on the roller table 27 in front of the machine, and then hang another 200mm continuous casting slab with scale removal on one side, with the cleaning side facing down , two continuous casting slabs are stacked up and down together, and the cleaned surfac...
Embodiment 3
[0054] Using the method and device of the present invention, a piece of austenitic stainless steel rolling plate with a thickness of 20mm and a material of 316L and a piece of alloy steel continuous casting slab with a thickness of 200mm and a material of Q345 are friction welded together to form a 220mm thick 316L stainless steel / Q345 alloy steel composite slab, the slab width is 1240mm, the length is 1500mm, the specific implementation process is as follows:
[0055]Firstly, the conventional mechanical grinding method is used to remove the oxide scale on the surface of the stainless steel plate and the continuous casting slab to be compounded, and it is used after cleaning and drying; the 316L stainless steel plate with a thickness of 20mm is first hung on the roller table 27 in front of the machine, and the surface is polished Facing upward, hang the Q345 alloy steel continuous casting slab with a thickness of 200mm on the top of the 316L stainless steel plate, with the poli...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com