

Superconductive joint and preparation method thereof
A superconducting joint and superconducting technology, applied in the direction of connecting contact materials, etc., can solve the problems of poor grain connectivity, etc., and achieve the effects of increased density, good grain connectivity, and simple preparation process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
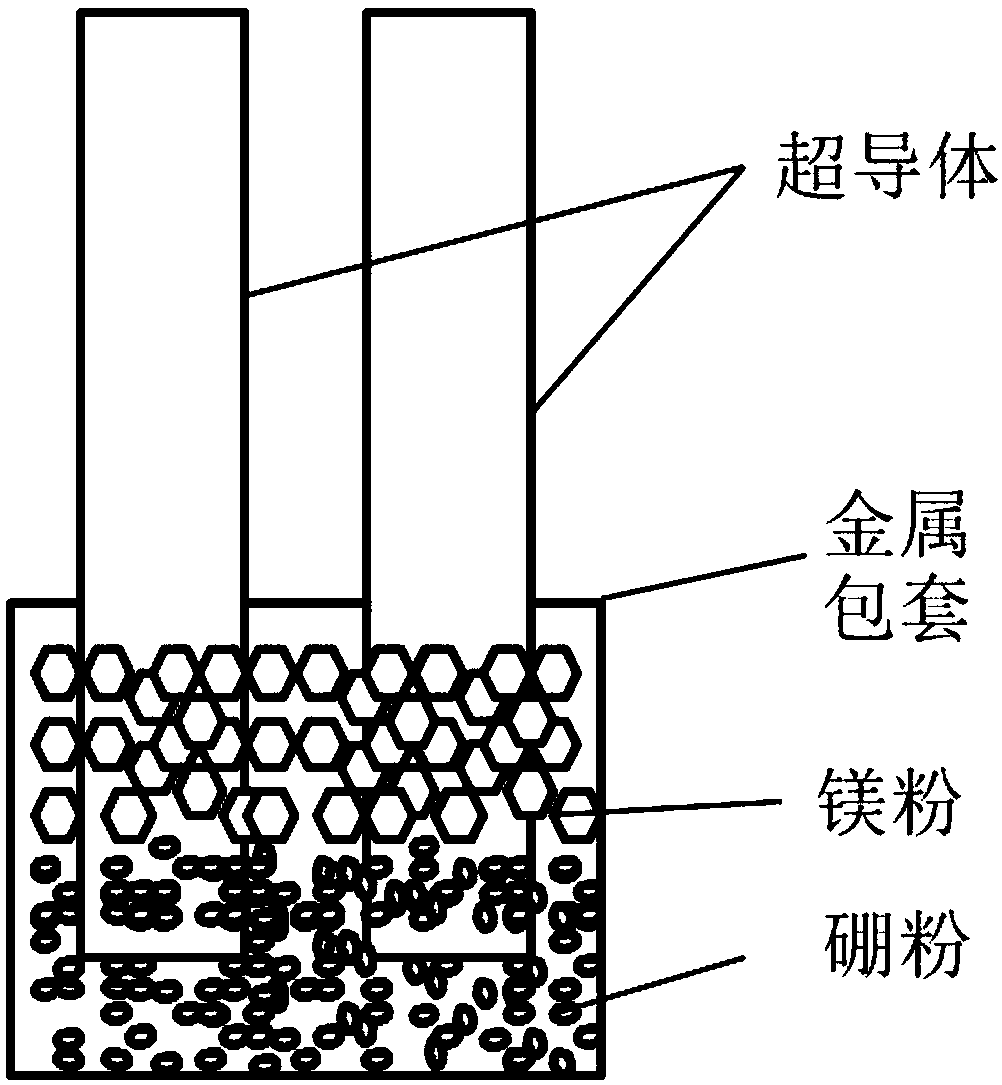
[0027] Grind the ends of the two magnesium diboride single-core wires that need to be connected to expose the superconducting core. according to figure 1 The connection method shown is to insert the ends of the above-mentioned two magnesium diboride wires into the niobium sheath, then fill the boron powder and make the density reach 50% of the theoretical density, cover the surface of the boron powder with magnesium powder, magnesium powder The atomic ratio with boron powder is 1:2. After the niobium sheath is welded, it is heat treated at 650°C and kept for 5 hours. The entire process of preparing superconducting joints is completed in air. After testing, the superconducting joint prepared in this embodiment has a joint resistance of less than 10 at 4.2K and self-field. -14 Ω, the joint connection efficiency reached 99.7%.
[0028] Embodiments 2-9 have the same preparation process as the above-mentioned embodiment 1, the difference is the type of superconductor to be conn...
Embodiment 223
[0047] The ends of the two iron-based superconducting strips to be connected are ground to expose the superconducting core. according to figure 1 The connection method shown is to insert the ends of the two iron-based superconducting strips treated above into the iron / copper composite sheath, then fill the boron powder and make the density reach 50% of the theoretical density, and cover the surface of the boron powder with magnesium Powder, the atomic ratio of magnesium powder and boron powder is 1:2. After the iron / copper composite sheath is welded, it is heat-treated at 600°C and kept for 20 hours. The entire process of preparing superconducting joints is completed in air.
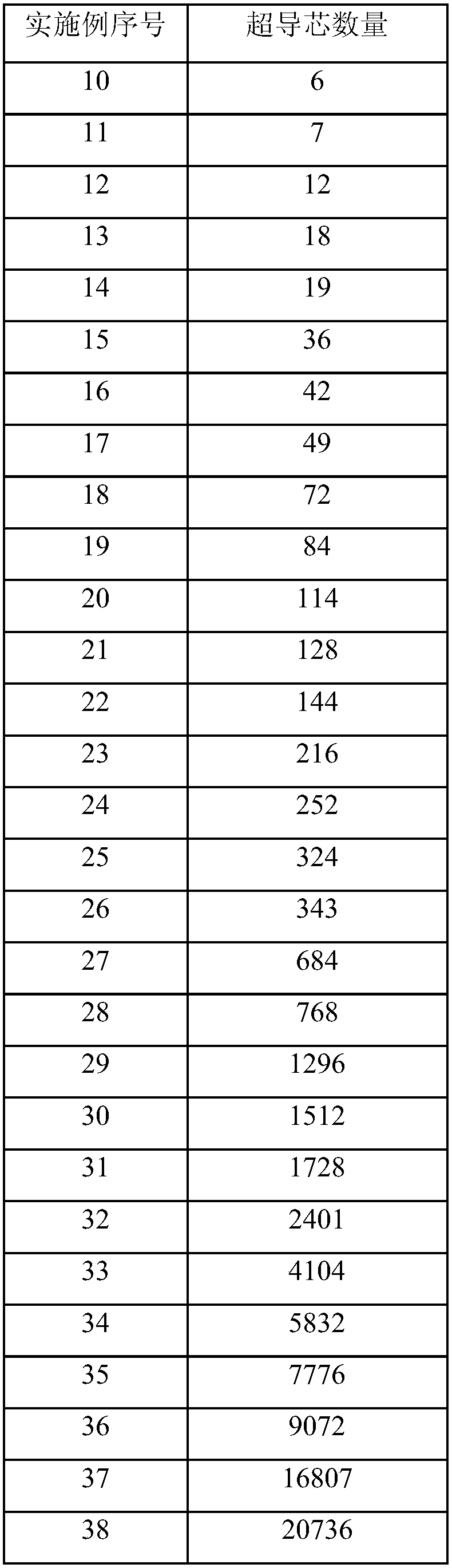
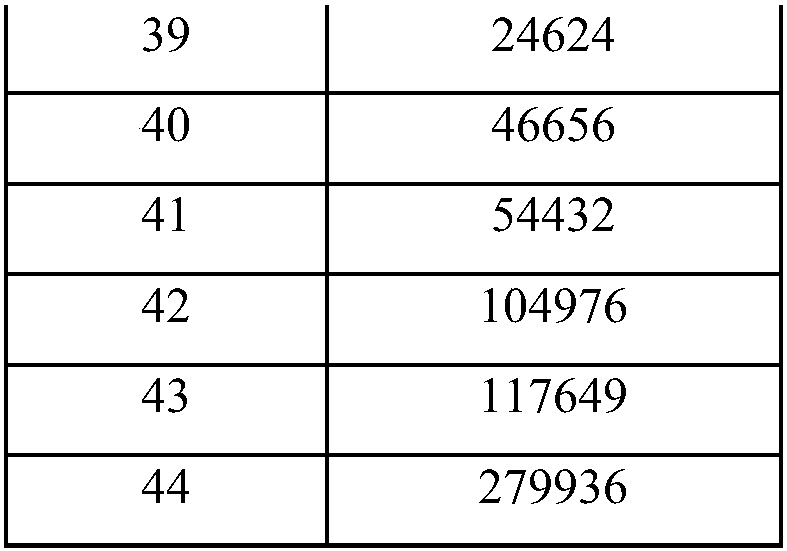
[0048] Embodiments 224-264 have the same preparation process as the above-mentioned embodiment 223, the difference is the type of metal sheath and its material, see the following table for details:
[0049]
[0050]
[0051]
Embodiment 265
[0053] Grind the ends of the two iron-based superconducting 3-core wires to be connected so that the superconducting cores are exposed. according to figure 1 The connection method shown is to insert the ends of the above-mentioned treated two iron-based superconducting 3-core wires into the iron / Monel composite sheath, and then fill the boron powder with a density of 60% of the theoretical density, covering the surface of the boron powder Magnesium powder, the atomic ratio of magnesium powder to boron powder is 1:2. After the iron / Monel composite sheath is welded, it is heat treated at 850°C and kept for 30 minutes. The entire process of preparing superconducting joints is completed in an argon atmosphere. After testing, the superconducting joint prepared in this embodiment has a joint resistance of less than 10 at 4.2K and self-field. -13 Ω, the joint connection efficiency reached 98%.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More