Fluoroplastic electric wire and cable and preparation method thereof
A wire and cable, fluoroplastic technology, applied in the field of new fluoroplastic wire and cable and its preparation, can solve the problems of poor chemical medium corrosion resistance, high temperature resistance and poor corrosion resistance of wires and cables, and achieve chemical medium corrosion resistance. Good, good resistance to mechanical damage, good corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0024] The preparation method of the above-mentioned fluoroplastic wire and cable comprises the following steps:
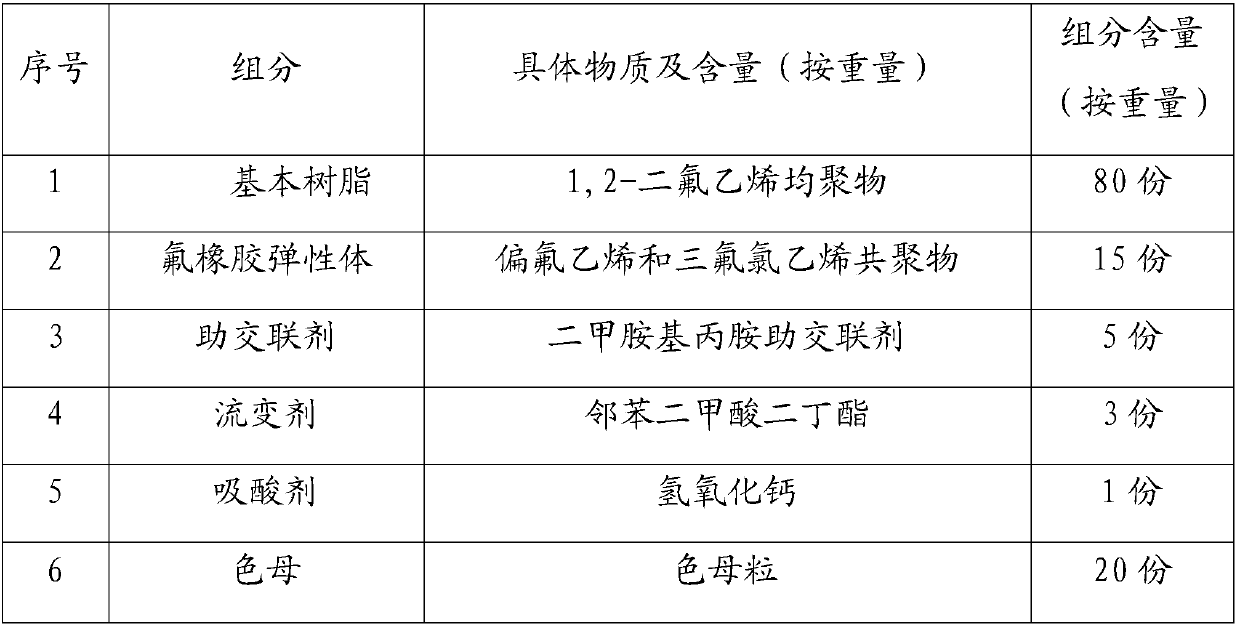
[0025] Step 1: Take the basic resin by weight, 30-80 parts; fluororubber elastomer, 15-50 parts; auxiliary crosslinking agent, 2-5 parts; rheological agent, 3-8 parts; acid absorber, 0.5- 2 parts; color masterbatch, 5-20 parts;
[0026] Step 2: After granulation by parallel twin-screw extruder, add a second-layer filter in the die area of the twin-screw, and then extrude into a pipe with a single-screw extruder, add a second-layer filter, and set the extrusion temperature In Zone 1 225-235°C, Zone 2 260-280°C, Zone 3 270-290°C;
[0027] Step 3: Treat the outer surface of the extruded pipe with infrared light with a wavelength of 700nm-1600nm at a distance of 5-10cm from the die of the extruder;
[0028] Step 4: The tube is cross-linked by cobalt 60 or electron accelerator 50-160KGy radiation, and the tube after radiation cross-linking is expanded 2-4 times at ...
preparation Embodiment 1
[0030] The various components were weighed according to the weights listed in the table below.
[0031]
[0032] Step 2: After granulation by parallel twin-screw extruder, add a second-layer filter in the die area of the twin-screw, and then extrude into a pipe with a single-screw extruder, add a second-layer filter, and set the extrusion temperature In Zone 1 225-235°C, Zone 2 260-280°C, Zone 3 270-290°C;
[0033] Step 3: Treat the outer surface of the extruded pipe with infrared light with a wavelength of 700nm-1600nm at a distance of 5-10cm from the die of the extruder;
[0034] Step 4: The tube is cross-linked by cobalt 60 or electron accelerator 50-160KGy radiation, and the tube after radiation cross-linking is expanded 2-4 times at a temperature of 150-180°C.
[0035] The fluoroplastic wire and cable of the present invention has good insulation performance and can pass the test of UL224 standard;
[0036] The fluoroplastic wire and cable of the present invention h...
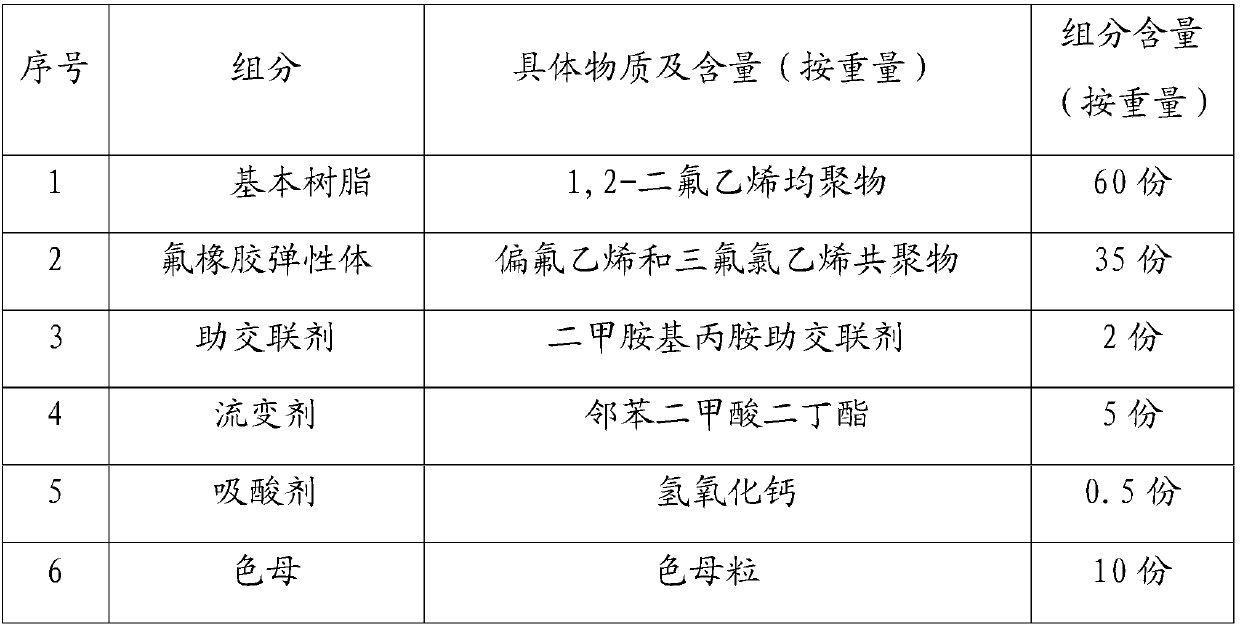
preparation Embodiment 2
[0042] The various components were weighed according to the weights listed in the table below.
[0043]
[0044] Step 2: After granulation by parallel twin-screw extruder, add a second-layer filter in the die area of the twin-screw, and then extrude into a pipe with a single-screw extruder, add a second-layer filter, and set the extrusion temperature In Zone 1 225-235°C, Zone 2 260-280°C, Zone 3 270-290°C;
[0045] Step 3: Treat the outer surface of the extruded pipe with infrared light with a wavelength of 700nm-1600nm at a distance of 5-10cm from the die of the extruder;
[0046] Step 4: The tube is cross-linked by cobalt 60 or electron accelerator 50-160KGy radiation, and the tube after radiation cross-linking is expanded 2-4 times at a temperature of 150-180°C.
[0047] The fluoroplastic wire and cable of the present invention has good insulation performance and can pass the test of UL224 standard;
[0048] The fluoroplastic wire and cable of the present invention h...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More