At present, the winding of these types of coils has its own advantages, but they all have serious limitations, especially in the manufacturing process of coreless coils for motors with 2 pairs of poles or more than 2 pairs of poles.
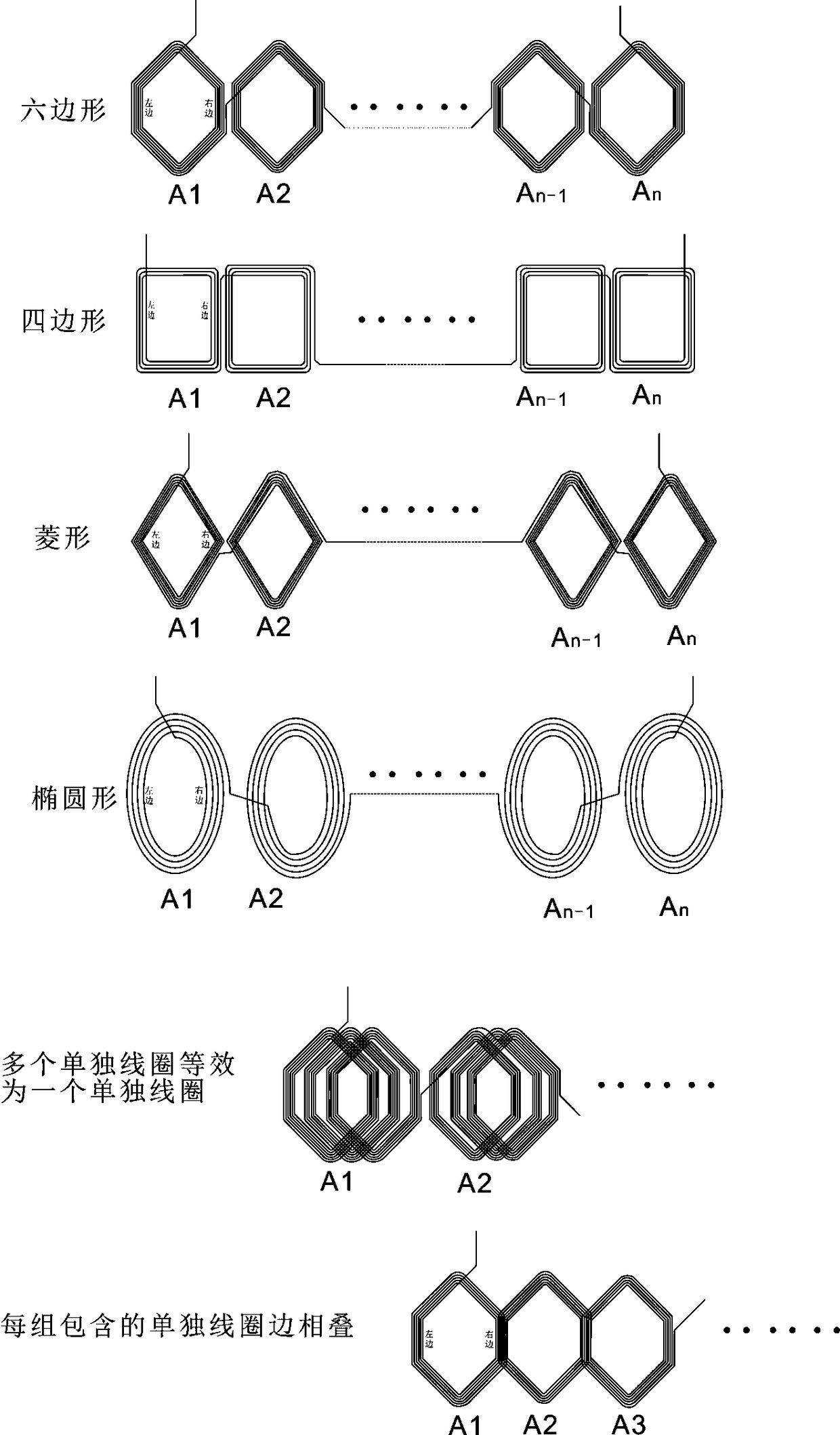
For example, when Maxon Co. uses rhombus or hexagonal windings to manufacture coils with 2 pairs of poles, the coils are divided into 12 independent rhombus or hexagonal coils, and each coil has two leads, one in and one out. Then solder 24 lead heads to a four-layer PCB board to connect the associated independent coils, which makes the
process operation extremely complicated and poor in reliability. If it is a 3-pair pole motor, there are 36 lead heads in total, 4 pairs There will be 48 lead wires in the pole motor, and it is almost impossible to realize the mutual
welding of each lead wire in a limited space. In addition, each independent coil of this structure is arranged sequentially in a tile shape, which requires particularly complicated winding equipment; another example is Maxon The company's other two processes, flat winding and round forming, which are commonly used by domestic manufacturers, are used to make coils of N-pole motors, and there are at least 6*N lead ends. For
brushless motors, wiring must be done. The method of
welding the associated lead heads together, the follow-up process is very complicated
[0005] 3. In the current coreless
coil structure, the coils of brushed coreless motors are basically distributed and full-
pitch winding structures, which makes the
power density of brushed motors very high; in brushless coreless motors, due to the coil winding Due to technological limitations, many manufacturers adopt a distributed full-pitch winding structure with a fractional ratio of each pole to each slot in the coil structure of
brushless motors. For example, each phase winding of a pole-to-pole motor coil is continuously distributed on 120° of a circle. , which makes the
copper consumption increase by more than 35%, and the maximum continuous operating power of the motor will be about 16% lower than the ratio of each pole to each slot of the motor coil winding under the same condition is equal to 1. At the same time, there is also a unilateral magnetic pull
[0007] 5. For another coil manufacturing process, the
delta connection method of the brushless motor structure can simplify the
process operation, because the star connection method has a
common line that needs to be processed. In the coil structure with large wire
diameter and few turns, the star connection method The
common line processing process of the connection method is quite cumbersome and the reliability is poor; if the
delta connection method is used, the
process operation is greatly simplified, but if the three-phase resistance of a motor coil is inconsistent, the
inductance is inconsistent, and the phase distribution is uneven, the motor will work. Sometimes, a "circulation" phenomenon will be formed between the three phases, causing heat loss inside the motor, which is the key to control
[0008] 6. In the production process extended to coil winding equipment, the pin-type oblique winding process represented by Faulhaber is the most versatile coreless coil manufacturing process, but because its winding method is from the inside to the outside , causing the parameters of each group of coils to become larger and larger. When the required coil wall thickness is very large, the coils produced by this process will have great inconsistencies in three-phase resistance and
inductance, and due to the coil structure requirements The winding speed of the winding equipment is far lower than that of other coils
[0011] The technical solution with the
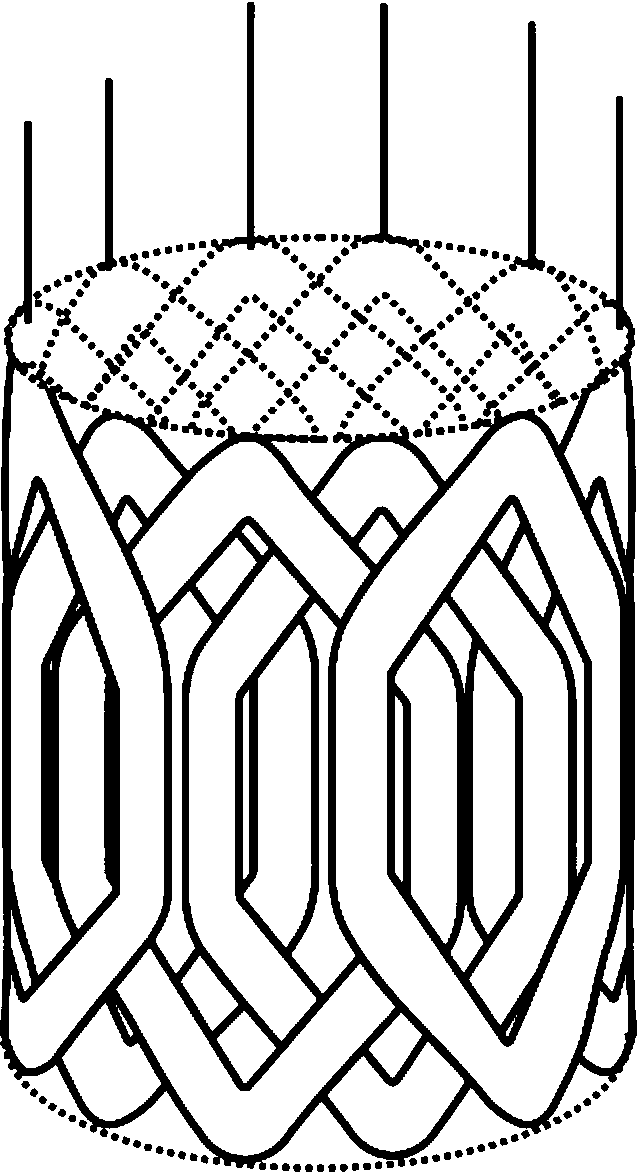
patent application number CN:201310092440 is a similar solution proposed by MAXON. Although the electrical parameters of the finished coil are very good, there are only 6 coil lead wires, which greatly reduces the follow-up process, but each individual coil The exposed connecting line and the cylindrical end, in the case of thicker enameled wire winding, the size of the end will increase and occupy a larger space, which will have an
adverse effect on the installation of other components, and at the same time require extremely complicated manufacturing processes. The equipment inserts three groups of coils into a tile-shaped arrangement. If manual work is used, the production efficiency will be greatly reduced.



 Login to View More
Login to View More  Login to View More
Login to View More