

High strength rotor shaft forging for high voltage motor and heat treatment machining method
A high-voltage motor, processing method technology, used in heat treatment furnaces, heat treatment equipment, furnace types, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
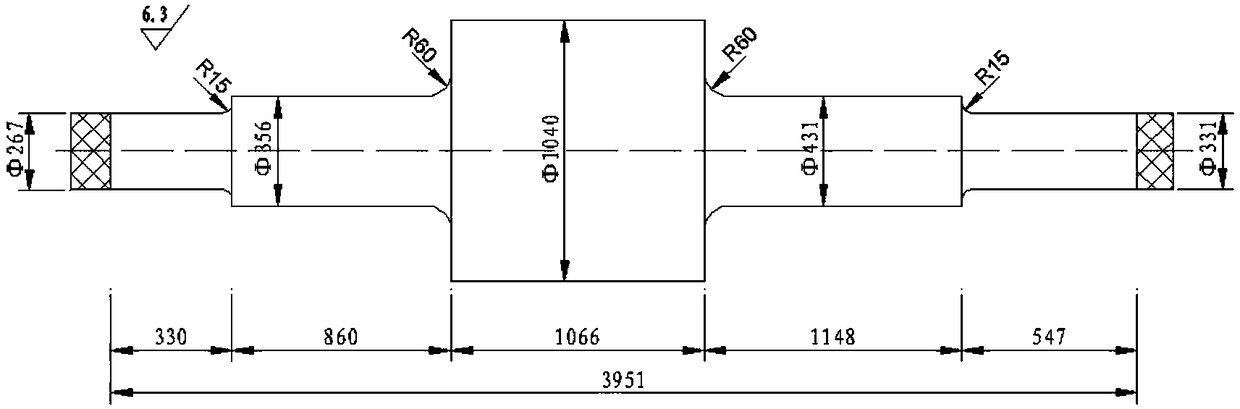
[0019] Embodiment 1: with reference to attached Figure 1-5 . A high-strength rotor shaft processing method for a high-voltage motor, (1) The mass percentage of the rotor shaft material: C 0.30-0.36%, Si0.17-0.37%, Mn0.25-0.50%, P and S≤0.020%, Cr1 .30-1.60%, Mo0.20-0.35%, Ni 1.30-1.60%, V0.04-0.10%;
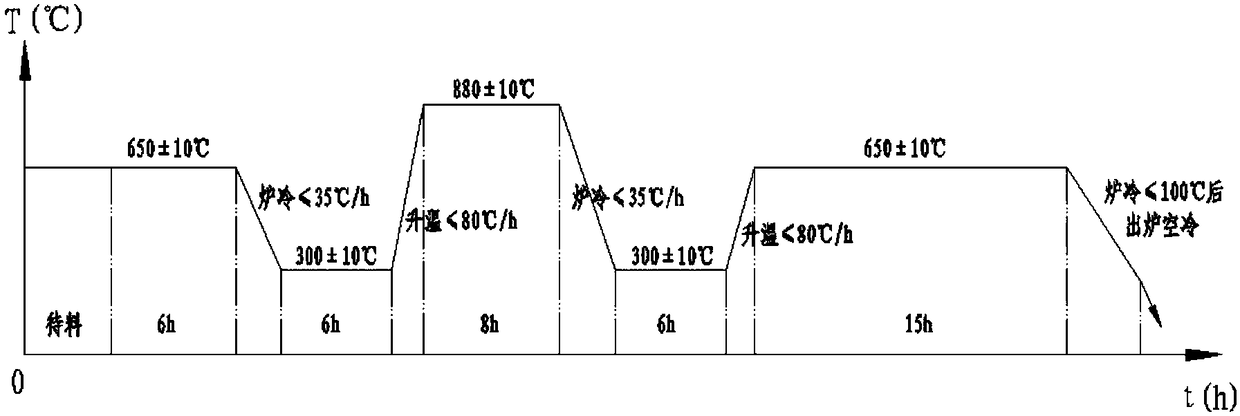
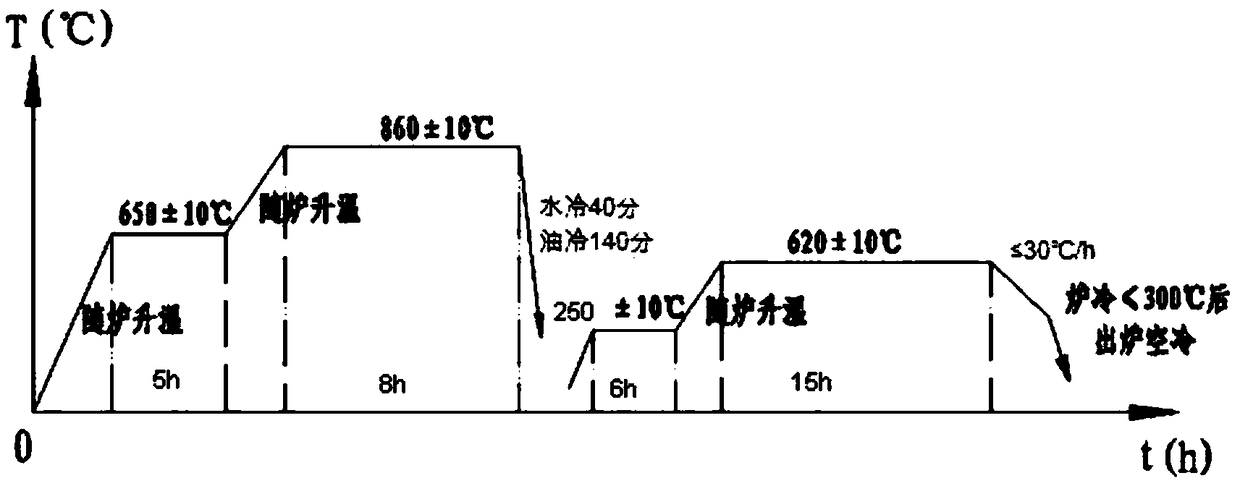
[0020] (2) Heat treatment and tempering after forging:
[0021]a. Post-forging heat treatment: After the forging of the forging is completed, it should be air-cooled to an annealing furnace where the surface of the forging is 650°C, and kept at 650°C for 6 hours to eliminate the stress generated during forging, and then the heat treatment should be less than 35°C / h The cooling rate is cooled to 300°C and kept at 300°C for 6 hours to fully transform the austenite structure of the forging; after the heat preservation at 300°C is completed, it is heated to 880°C at a speed of no more than 80°C / h and held at 8 hours. After fully austenitizing the inside of the workpiece, furnace ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More