

High-frequency induction heating brazing method of molybdenum-rhenium alloy foil
A high-frequency induction heating, molybdenum-rhenium alloy technology, applied in the field of high-frequency induction heating brazing, welding of refractory metals, can solve the problems of low joint strength, low welding production efficiency, burn-through or fracture, etc., to meet the quality requirements and use strength requirements, the joint quality is stable, and the welding speed is fast.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] In this embodiment, the Mo50-Re50 alloy foil is used as the workpiece to be welded, and the size of the foil is 20mm×80mm, and the thickness is 0.18mm.
[0025] The specific high-frequency induction heating brazing process steps of Mo50-Re50 alloy foil are as follows:
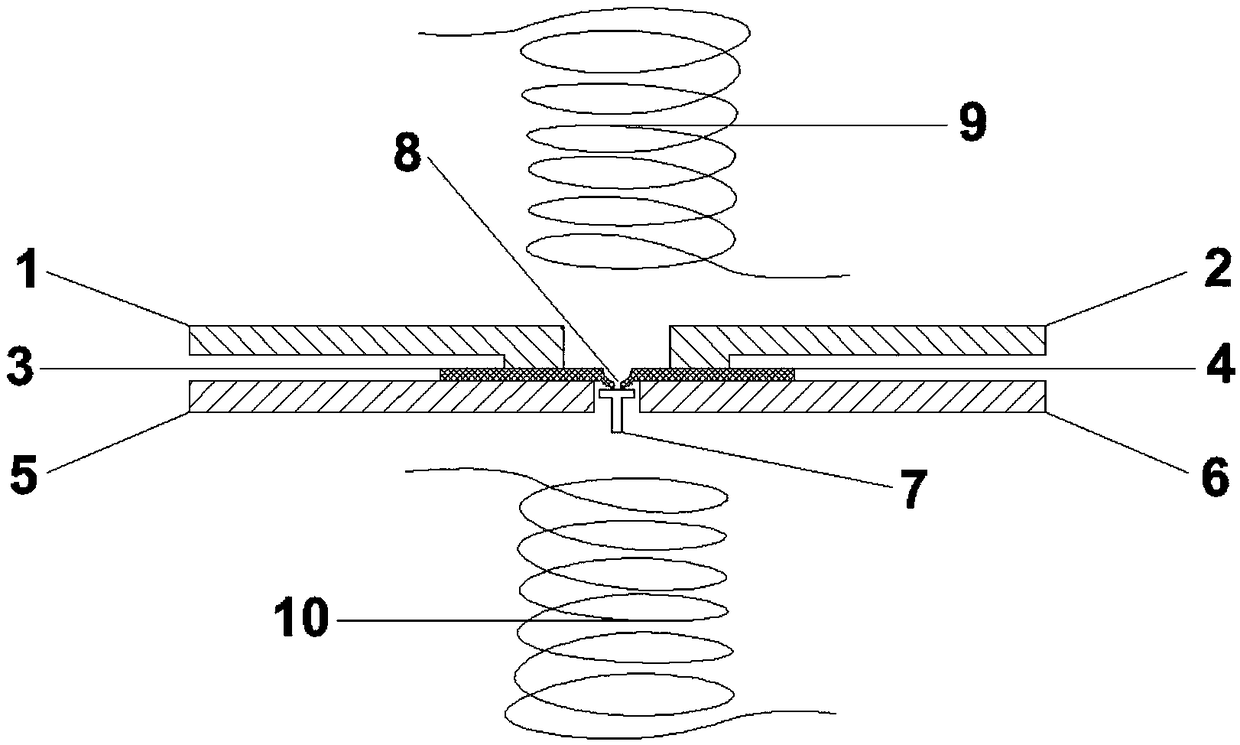
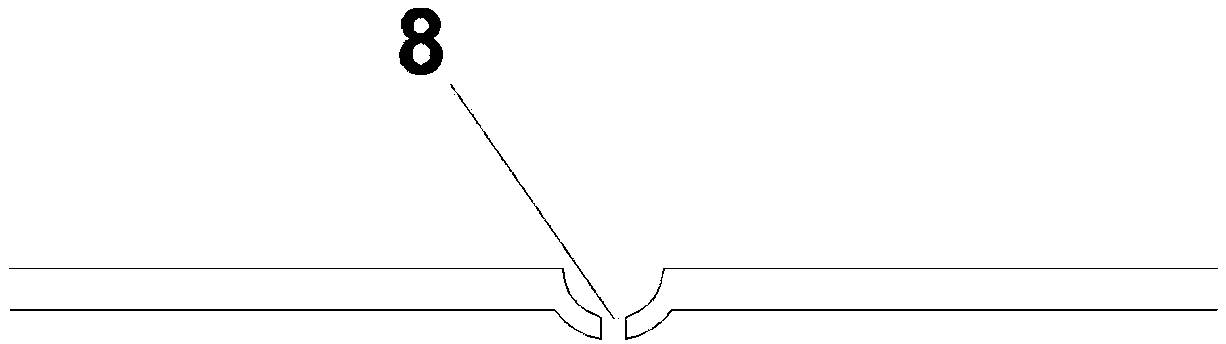
[0026] (1) Grind the downward bending direct welding area 8 of Mo50-Re50 alloy foils 3 and 4 and the surrounding upper and lower surfaces with sandpaper, and the non-welding area should also be polished to make the surface leak metallic luster, and use an ultrasonic cleaner to clean the welder parts for cleaning. The specific method is as follows: use 1200# sandpaper to polish the surface areas of both sides of the lower bending area of the molybdenum-rhenium alloy foil, and use 800# sandpaper to polish the non-welding area of 3~6mm around the edge, making it leak metallic luster; Put the sample into a glass container with acetone, perform ultrasonic cleaning at 40°C for 20 minutes, and then perform...
Embodiment 2
[0034] In this embodiment, the Mo50-Re50 alloy foil is used as the workpiece to be welded, and the size of the foil is 20mm×80mm, and the thickness is 0.18mm.
[0035] The specific high-frequency induction heating brazing process steps of Mo50-Re50 alloy foil are as follows:
[0036] (1) Grind the downward bending direct welding area 8 of Mo50-Re50 alloy foils 3 and 4 and the surrounding upper and lower surfaces with sandpaper, and the non-welding area should also be polished to make the surface leak metallic luster, and use an ultrasonic cleaner to clean the welder parts for cleaning. The specific method is as follows: use 1200# sandpaper to polish the surface areas of both sides of the lower bending area of the molybdenum-rhenium alloy foil, and use 800# sandpaper to polish the non-welding area of 3~6mm around the edge, making it leak metallic luster; Put the sample into a glass container with acetone, perform ultrasonic cleaning at 40°C for 20 minutes, and then perform...
Embodiment 3
[0044] In this embodiment, the Mo50-Re50 alloy foil is used as the workpiece to be welded, and the size of the foil is 20mm×80mm, and the thickness is 0.18mm.
[0045] The specific high-frequency induction heating brazing process steps of Mo50-Re50 alloy foil are as follows:
[0046] (1) Grind the downward bending direct welding area 8 of Mo50-Re50 alloy foils 3 and 4 and the surrounding upper and lower surfaces with sandpaper, and the non-welding area should also be polished to make the surface leak metallic luster, and use an ultrasonic cleaner to clean the welder parts for cleaning. The specific method is as follows: use 1200# sandpaper to polish the surface areas of both sides of the lower bending area of the molybdenum-rhenium alloy foil, and use 800# sandpaper to polish the non-welding area of 3~6mm around the edge, making it leak metallic luster; Put the sample into a glass container with acetone, perform ultrasonic cleaning at 40°C for 20 minutes, and then perform...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More