Production method of toughness nodular cast iron
A technology of ductile iron and a production method, applied in the field of foundry processing, can solve the problems of low forming efficiency, high production cost, reducing the carbon and silicon equivalent of cast iron, etc., and achieves improved fatigue resistance and wear resistance, improved structural strength and toughness, The effect of reducing internal stress concentration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
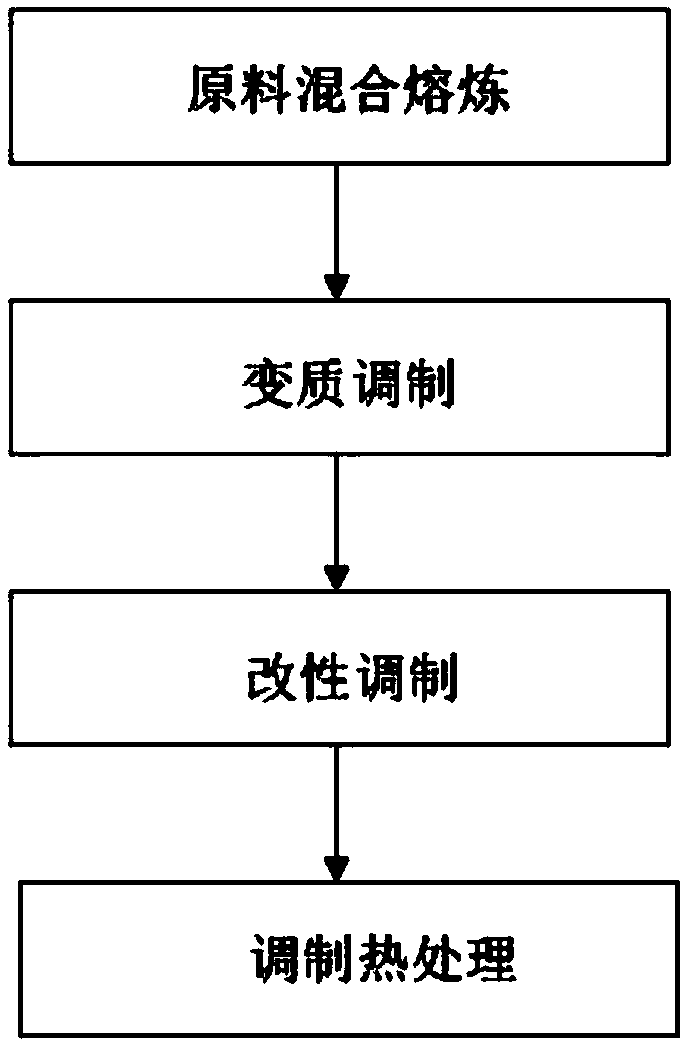
[0021] like figure 1 Shown is a production method of toughness ductile iron, comprising the following steps:
[0022] The first step is to mix and smelt the raw materials. First, steel scrap, returned gray iron, ferrosilicon alloy, ferromanganese alloy and ferrotitanium alloy are added to the melting furnace in proportion, of which 15% is returned gray iron, 3% is ferrosilicon alloy, 5% is ferromanganese alloy, 4% ferro-titanium alloy, the rest is scrap steel, then the air in the melting furnace is discharged by argon gas and the air pressure in the melting furnace is kept constant at 3 standard atmospheric pressures, and then the melting furnace is heated to 1450°C until the raw materials in the melting furnace are all After the molten metal is stirred evenly in the molten state, the molten metal sample is taken from the furnace for composition gap analysis, and the content of the molten metal in the furnace is adjusted according to the composition analysis results. for 40 m...
Embodiment 2
[0031] like figure 1 Shown is a production method of toughness ductile iron, comprising the following steps:
[0032] The first step is to mix and smelt the raw materials. First, steel scrap, returned gray iron, ferrosilicon alloy, ferromanganese alloy and ferrotitanium alloy are added to the melting furnace in proportion, of which 15% is returned gray iron, 9% is ferrosilicon alloy, 4% is ferromanganese alloy, Titanium-iron alloy 3.5%, the rest is scrap steel, then the air in the melting furnace is discharged by argon gas and the air pressure in the melting furnace is kept constant at 1.5 standard atmospheres, and then the melting furnace is heated to 1550 °C until the raw materials in the melting furnace are all After the molten metal is stirred evenly in the molten state, the molten metal sample is taken from the furnace for composition gap analysis, and the content of the molten metal in the furnace is adjusted according to the composition analysis results. 15 minutes;
...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



