

Machining process for deep hole thin-walled workpiece
A processing technology and technology of thin-walled parts, which is applied in the field of processing technology of deep-hole thin-walled parts, can solve problems such as difficult processing, easy occurrence of knife vibration, internal stress, etc., so as to reduce production costs, reduce defective rate, and improve The effect of machining efficiency and workpiece quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] The present invention will be described in detail below in conjunction with the accompanying drawings.
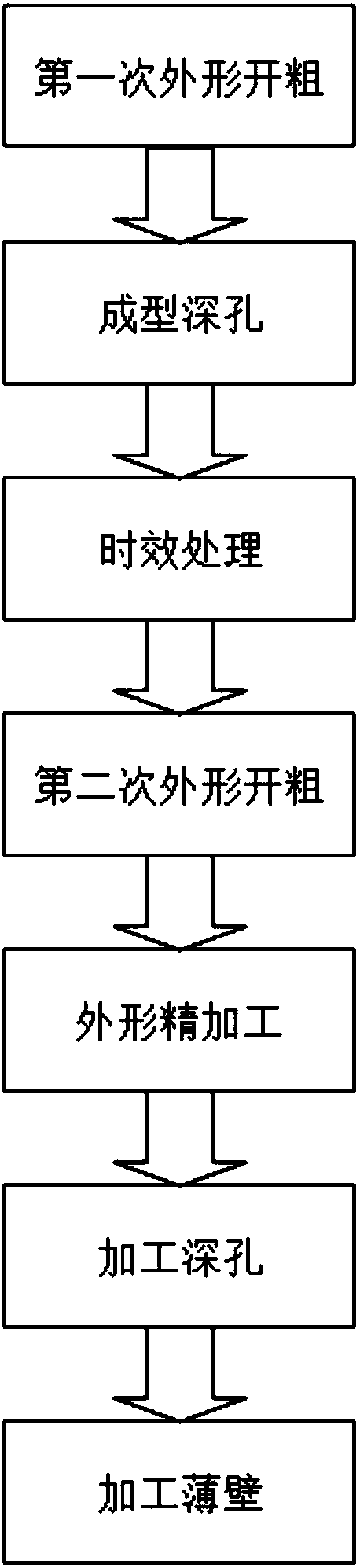
[0023] Such as figure 1 The processing technology of a deep hole thin-walled part is shown. The deep hole thin-walled part is made of aluminum material, because the field used is in the aviation field and used in the engine structure, its quality requirements are extremely high, and it is required to have no internal stress And there will be no vibration knife marks, and the material removal process is used in the processing, that is, a large deep-hole thin-walled part is processed from a whole piece of aluminum material. The described process steps are:
[0024] S1. The first roughing of the shape, use a disc milling cutter with a diameter of 80mm to rough the shape of the aluminum block for the first time, and then use a milling cutter with a diameter of 20mm to continue processing to remove corners where the disc milling cutter cannot process The remaining materi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More