

A Whole Forging Method of Frog
A technology of integral die and frog, applied in the field of forging, can solve the problems of difficult positioning of blanks, high rejection rate, non-compliance with requirements, etc. The effect of step flash
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
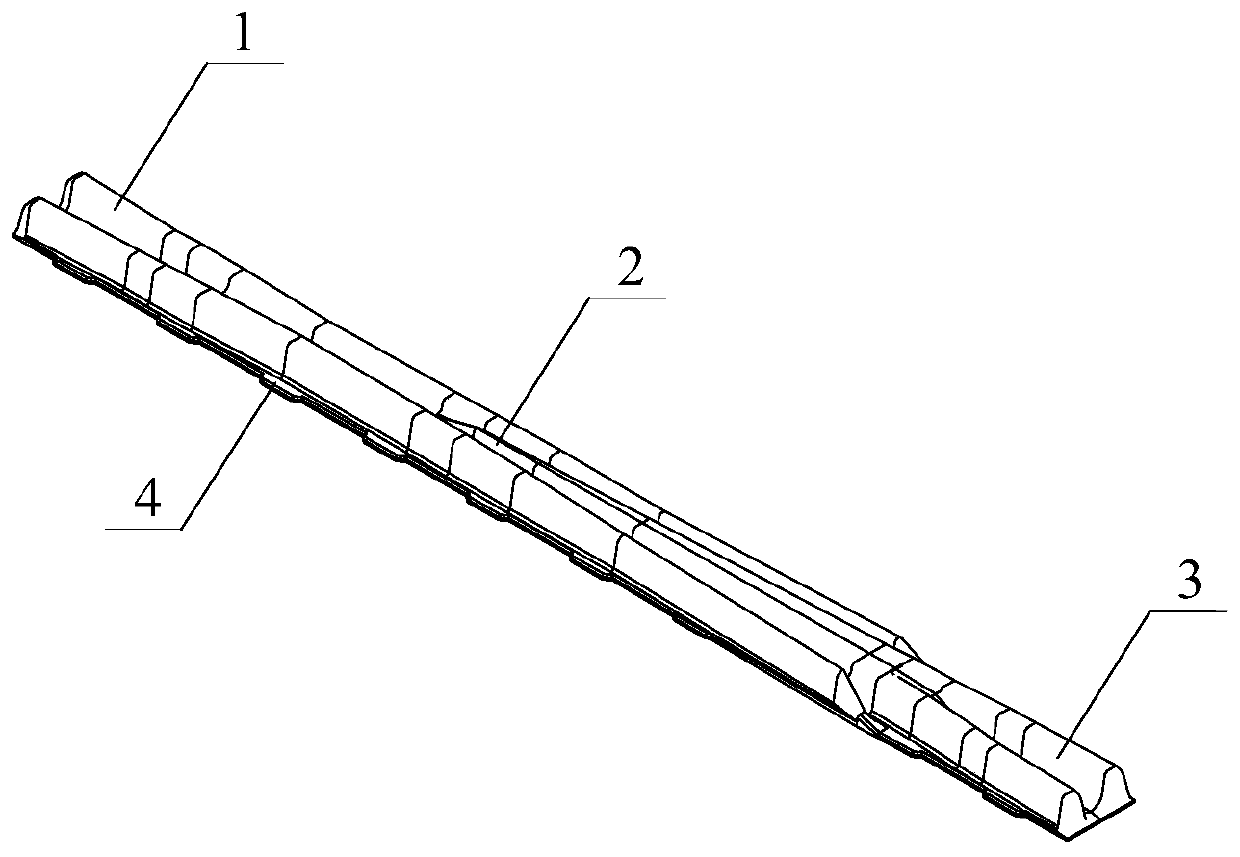
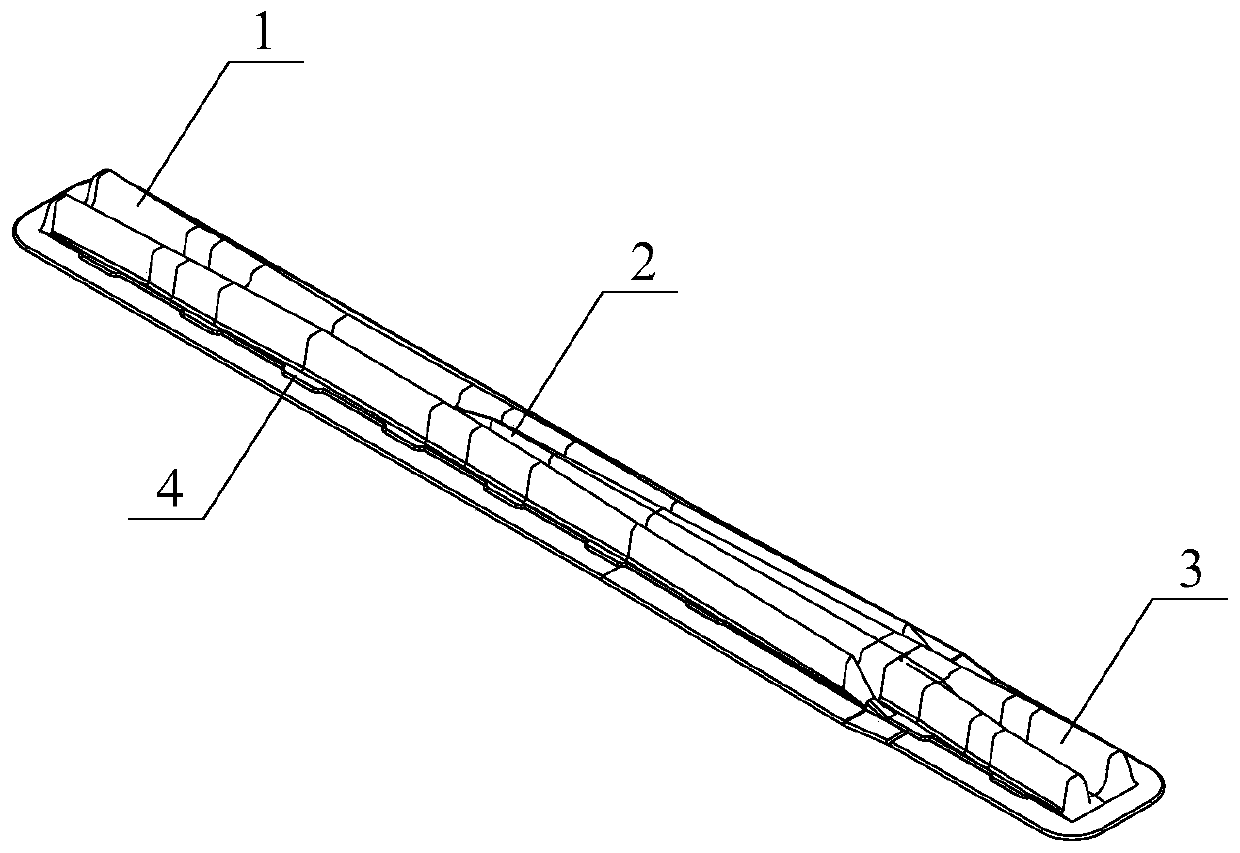
[0041] The embodiment of the present invention adopts the integral die forging method of the super-long variable cross-section long-shaft forging provided by the present invention to produce a certain type of frog hot forging. The frog hot forging contains a flash structure, and its specific structure is as follows figure 2 As shown, it is mainly used for the intersection and reversing positions of heavy-duty railway lines.
[0042] and figure 1 The frog hot forging shown without the flash structure is similar. This type of frog hot forging is composed of wing rails 1 on both sides, fork center 2 at the center and fork heel rail 3 extending from the fork center 2. The whole It is connected and fixed by the outermost pressure plate 4, and the two ribs arranged in the middle of the frog are removed from the forging. The total length of the frog is about 6 meters, the maximum width is about 450 mm, the maximum height is about 180 mm, and the total weight is less than 1.5 tons. ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More