

Spraying and microwave sintering-forming method for superfine particle carrier liquid
A microwave sintering, ultra-fine particle technology, applied in the direction of additive processing, etc., can solve the problems of poor precision of formed parts and secondary processing, and achieve the effect of strong consistency, uniformity, and easy realization.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
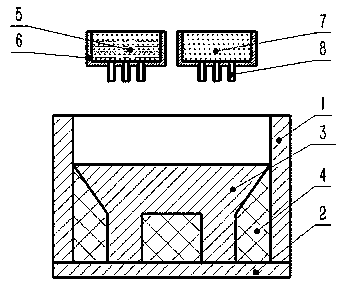
[0046] Prepared by the preparation method described in this example figure 1 The shown parts specifically include the following steps:
[0047] S1. Establish the solid 3D model of the part to be printed and the 3D model of the process support structure through 3D software;
[0048] S2. Use slicing software to slice the 3D model, set the manufacturing parameters, and compile the process control program;
[0049] S3. Mix the metal powder TC4 with an average particle size of 0.01 mm and the dispersant polyethylene glycol 400 (PEG 400) in a ratio of 80:20 to form a metal spray liquid, which is placed in a metal spray tank; the average particle size is The 0.01mm support material polyphenylene sulfide (PPS) is placed in the support spray tank;
[0050] S4. According to the set process control program: the injection power is 200 w, the injection speed is 3.5 m / s, and the thickness of the slice layer is 0.01 mm. The metal injection liquid and the support material are injected layer...
Embodiment 2
[0055] As another embodiment of the above example, the following preparation method is used in this example to prepare figure 1 The shown parts specifically include the following steps:
[0056] S1. Establish the solid 3D model of the part to be printed and the 3D model of the process support structure through 3D software;
[0057] S2. Use slicing software to slice the 3D model, set the manufacturing parameters, and compile the process control program;
[0058] S3. Mix the metal powder TA15 with an average particle size of 0.007 mm and the dispersant polyethylene glycol 400 (PEG 400) in a ratio of 75:25 to form a metal spray liquid, which is placed in a metal spray tank; the average particle size is The 0.007mm support material polyphenylene sulfide (PPS) is placed in the support spray tank;
[0059] S4. According to the set process control program: the injection power is 175 w, the injection speed is 3.0 m / s, and the thickness of the slice layer is 0.01 mm. The metal inject...
Embodiment 3
[0064] As another embodiment of the above example, the following preparation method is used in this example to prepare figure 1 The shown parts specifically include the following steps:
[0065] S1. Establish the solid 3D model of the part to be printed and the 3D model of the process support structure through 3D software;
[0066] S2. Use slicing software to slice the 3D model, set the manufacturing parameters, and compile the process control program;
[0067] S3. Mix the metal powder GH3625 with an average particle size of 0.015 mm and the dispersant polyethylene glycol 400 (PEG 400) in a ratio of 90:10 to form a metal spray liquid, which is placed in a metal spray tank; the average particle size is The 0.014mm support material polyphenylene sulfide (PPS) is placed in the support spray tank;
[0068] S4. According to the set process control program: the injection power is 400 w, the injection speed is 6 m / s, and the thickness of the slice layer is 0.02 mm. The metal inject...
PUM
| Property | Measurement | Unit |
|---|---|---|
| The average particle size | aaaaa | aaaaa |
| The average particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More