

A manufacturing method of fan-shaped plate forgings for reels of economical coilers
A manufacturing method and a fan-shaped plate technology, which are applied in the field of metallurgical machinery manufacturing, can solve the problems that the manufacturing cost of the fan-shaped plate affects the economic benefits of steel rolling, the complex forging cylinder process, and the inability to produce a single piece, so as to reduce the amount of raw materials and shorten the machining process. Time, production flexible effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0045] A method for manufacturing a fan-shaped plate forging for an economical coiler reel, comprising the following steps:
[0046] Step a, pouring the molten steel after converter smelting, LF furnace refining, and VD vacuum degassing into 42CrMoA continuous casting round billets, after off-line, fire-cutting, slow cooling, and standby;
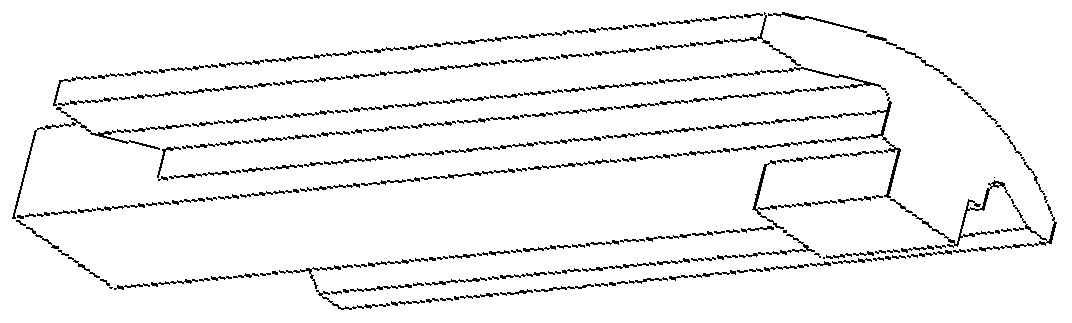
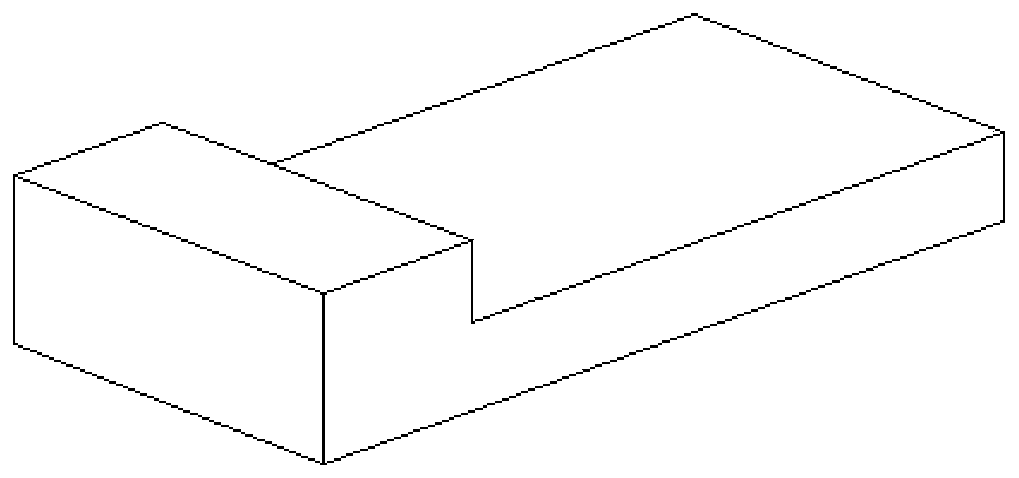
[0047] Step b. Put the 42CrMoA casting continuous casting round billet obtained in step a into a gas heating furnace for heating, and then forge after being out of the furnace. For the first fire, use an upper flat anvil and a large platform for upsetting. After upsetting, the first Return to the furnace for heating for the first time, use the upper flat anvil and lower V-shaped anvil for forging for the second time of forging, and then return to the furnace for heating for the second time after drawing, and use the upper arc-shaped anvil and small platform for the third time of forging. fan-shaped, and then use the upper flat anvil and sma...
specific Embodiment approach 2
[0070] A method for manufacturing a fan-shaped plate forging for an economical coiler reel, comprising the following steps:
[0071] Step a, pouring the molten steel after converter smelting, LF furnace refining, and VD vacuum degassing into 42CrMoA continuous casting round billets, after off-line, fire-cutting, slow cooling, and standby;
[0072] Step b. Put the 42CrMoA casting continuous casting round billet obtained in step a into a gas heating furnace for heating, and then forge after being out of the furnace. For the first fire, use an upper flat anvil and a large platform for upsetting. After upsetting, the first Return to the furnace for heating for the first time, use the upper flat anvil and lower V-shaped anvil for forging for the second time of forging, and then return to the furnace for heating for the second time after drawing, and use the upper arc-shaped anvil and small platform for the third time of forging. fan-shaped, and then use the upper flat anvil and sma...
specific Embodiment approach 3
[0076] According to the manufacturing method of a saving-type coiler reel fan-shaped plate forging described in the second specific embodiment, the converter smelting in step a is equipped with a molten iron ratio ranging from 85% to 90%, and a steel scrap ratio of 10% to 15% %, tapping C content ≥ 0.20wt%, P content ≤ 0.005wt%, tapping temperature ≥ 1630°C, adding deoxidizer aluminum ingot 8Kg / t during tapping, adding compound refining slag 200-300Kg, lime 500- 700Kg, put 120Kg top slag modifier on the slag surface after tapping (composite refining slag: model: 1847-18-01-20, manufacturer Henan Xibao Smelting Material Group Co., Ltd.; top slag modifier: model 6438- 17-06-23, manufacturer: Yingkou Golden Lion Special Resistance Co., Ltd.).
PUM
| Property | Measurement | Unit |
|---|---|---|
| liquidus temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More