

Production process of casting of rapid start-and-stop power station extraction check valve
A production process and check valve technology, which is applied in the field of production process of pumping check valve castings for quick opening and closing of power stations, can solve the problems of rough handling, complicated procedures, grinding marks of valve castings, etc., to improve hardness and strength, improve Dimensional accuracy, simple and reasonable process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
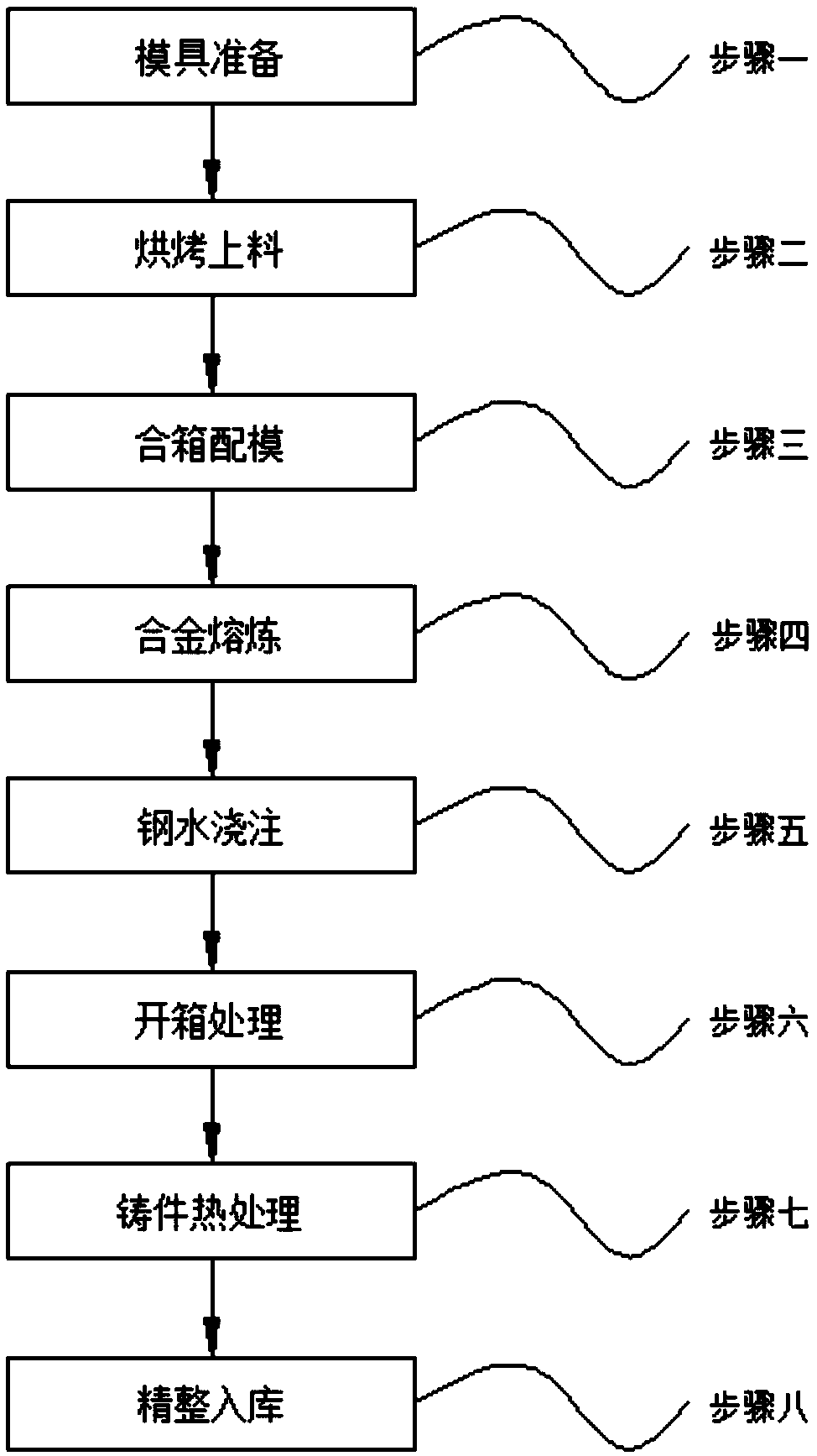
[0025] see figure 1 , the present invention provides a technical solution: the production process of fast opening and closing power station suction check valve castings, comprising the following steps: step 1, mold preparation; step 2, baking and loading; step 3, box matching mold; step Four, alloy smelting; step five, molten steel pouring; step six, unpacking treatment; step seven, casting heat treatment; step eight, finishing storage;
[0026] Among them, i...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More