

Die forging production line intelligent control system
A technology of intelligent control system and production line, applied in general control system, control/adjustment system, program control and other directions, can solve the problems of poor consistency of forging processing quality, low degree of intelligence, high labor intensity, etc., and improve the consistency of processing quality. sexual effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
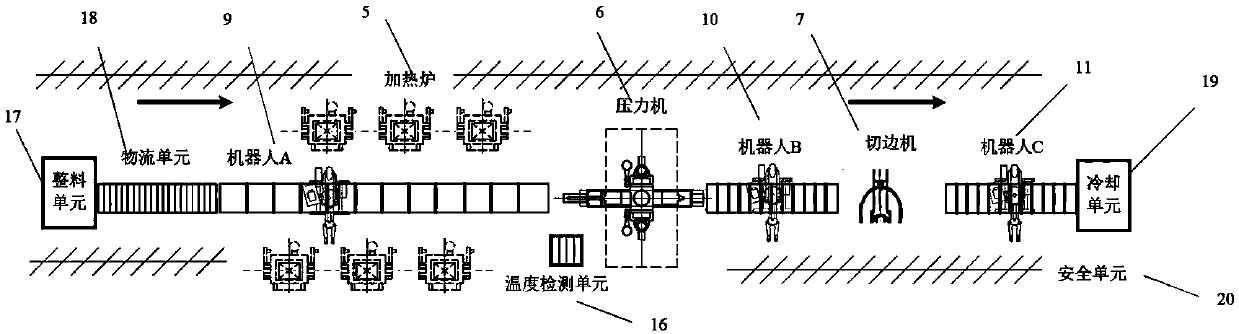
[0037] like figure 1 Shown is a schematic diagram of a die forging production line. The die forging production line of the present invention includes a heating furnace (5), a press (6), a trimming machine (7), a robot A (9), a robot B (10), and a robot C (11), monolithic unit (17), logistics unit (18), temperature detection unit (16), cooling unit (19) and safety unit (20) and other main equipment and units. The production line is arranged in order from left to right: logistics unit (18), logistics unit (18), robot A (9), heating furnace (5), temperature detection unit (16), press (6), robot B ( 10), trimming machine (7), robot C (11) and cooling unit (19), safety unit (20) is arranged on the periphery of the whole production line.
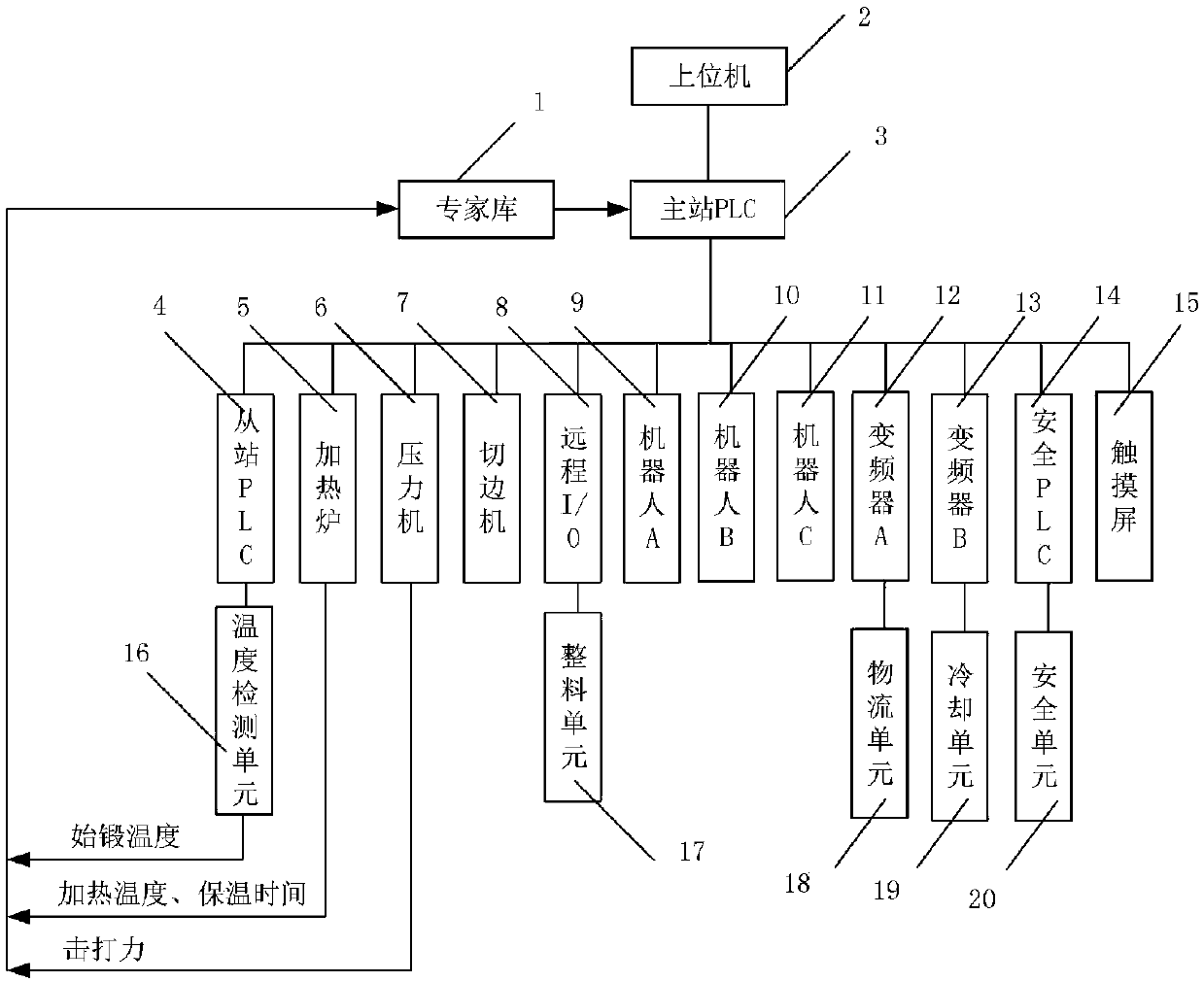
[0038] like figure 2 Shown is a schematic diagram of the control system of the die forging production line. The main station PLC (3) uses S7-415-2DP. The main station PLC (3) has two communication interfaces, one is MPI interface. The other i...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More