

A kind of reinforced nylon material for injection molding of products with high precision and complex structure and its preparation method
A technology with complex structure and high precision, applied in the field of chemistry and chemical industry, can solve the problems of poor molding stability, wide molecular weight range and melting index range, and inability to meet the accuracy, so as to improve the distribution performance, shorten the molding cycle and the melting range, and improve the The effect of molding stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0024] Embodiment 1: Preparation of medium and low viscosity nylon 1012 resin
[0025] Preparation of Nylon 1012: Dissolve 1.0 mol of decanediamine and 1.0 mol of dodecanedioic acid in ethanol and / or deionized water, stir and mix at 80°C for 50 minutes for neutralization reaction; after the reaction is completed, cool and centrifuge to obtain 1012 salt ; Then 1012 salt, (1012 dry salt weight) 0.1% dodecane dibasic acid and (1012 dry salt weight) 0.2% nucleating agent (such as BRUGGOLENP22), deionized water, antioxidant (such as 1012 Dry salt weight 0.005-0.015% phosphorus-containing antioxidant) into the polymerization kettle, heat up to 230 ° C, under the pressure of 1.5MPa (gauge pressure), polymerize for 7 hours, then reduce the pressure to normal pressure, and continue to keep warm 60min, take a sample to detect the melting finger, if the melting finger is less than 20g / 10min, start discharging, otherwise continue to hold the pressure, determine the holding time (about 10-...
Embodiment 2
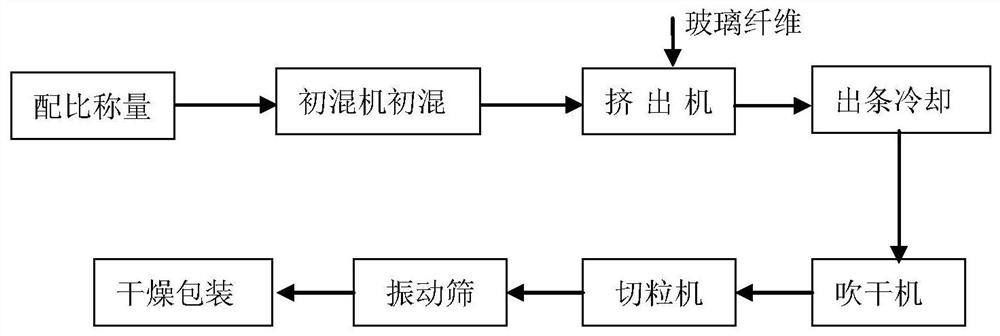
[0031] 1) mixed
[0032] Mix 80 kg of medium and low viscosity nylon 1012 resin and 0.5 kg of compound processing aid (compound silicone powder, TAF, antioxidant 1098 and antioxidant 168 according to the mass ratio of 2:1:1:1) in sequence Add it into the high mixer and mix it for 3 minutes, then discharge it for later use;
[0033] 2) extrusion
[0034] Extruder setting temperature: feeding section 140°C, melting section 200-220°C, head section 220°C, screw speed: 15Hz;
[0035] After the temperature of each section of the extruder reaches the set temperature and the screw can be rotated by hand, add the mixed material into the extruder (cleaned in advance) for mixing, and add glass fiber when the head of the extruder can smoothly extrude the strip. By adjusting the number of strands and feeding amount of glass fiber added, the final content of glass fiber is controlled at 19.5-20.5% (the content of glass fiber is determined by measuring the combustion residue);
[0036] 3)...
Embodiment 3
[0039] Add 70 kg of nylon 1012 resin and 1.0 kg of compound processing aid (compounded by silicone powder, TAF, antioxidant 1098 and antioxidant 168 according to the mass ratio of 2:1:1:1) to the high After high mixing in the mixer for 5 minutes, discharge the materials for later use.
[0040] Extruder setting temperature: feeding section 160°C, melting section 220-240°C, head section 240°C, screw speed: 30Hz.
[0041] The final content of glass fiber is controlled at 29.5-30.5% by adjusting the number of strands and feeding amount of glass fiber added.
[0042] The drying temperature is 90°C.
[0043] Others are with embodiment 2. The performance index of the product is shown in Table 2 below.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melt flow index | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More