

Precoated sand casting process of cast steel valve
A casting process and coated sand technology, which is applied in the field of valve parts manufacturing, can solve the problems of single use of materials, high rejection rate of cast steel valves made of coated sand, and inability to be widely used, so as to improve the yield rate and smooth surface Uniform, coagulation-promoting effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0065] The preparation method of the repair paste in the present invention is as follows: the water-based zirconium powder with a mesh size greater than or equal to 2000 is prepared into a paste form with an ethanol solution, and the paste is uniformly stirred.
[0066] The paint used for spraying in the present invention: model ZC-SY-110; purchased from Xin Craft (Shanghai) Material Technology Co., Ltd.
[0067] Introduction of some concepts in the present invention:
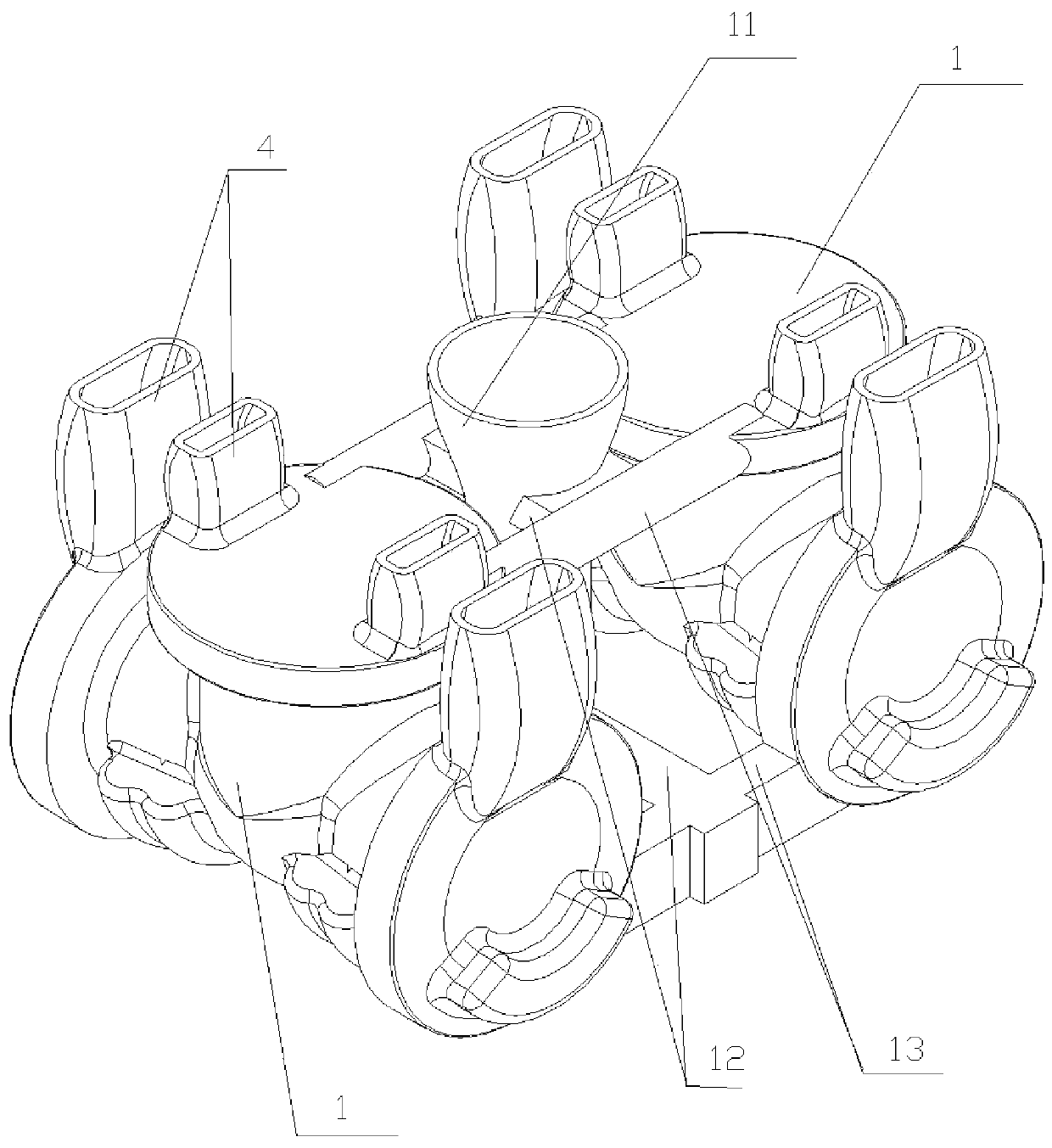
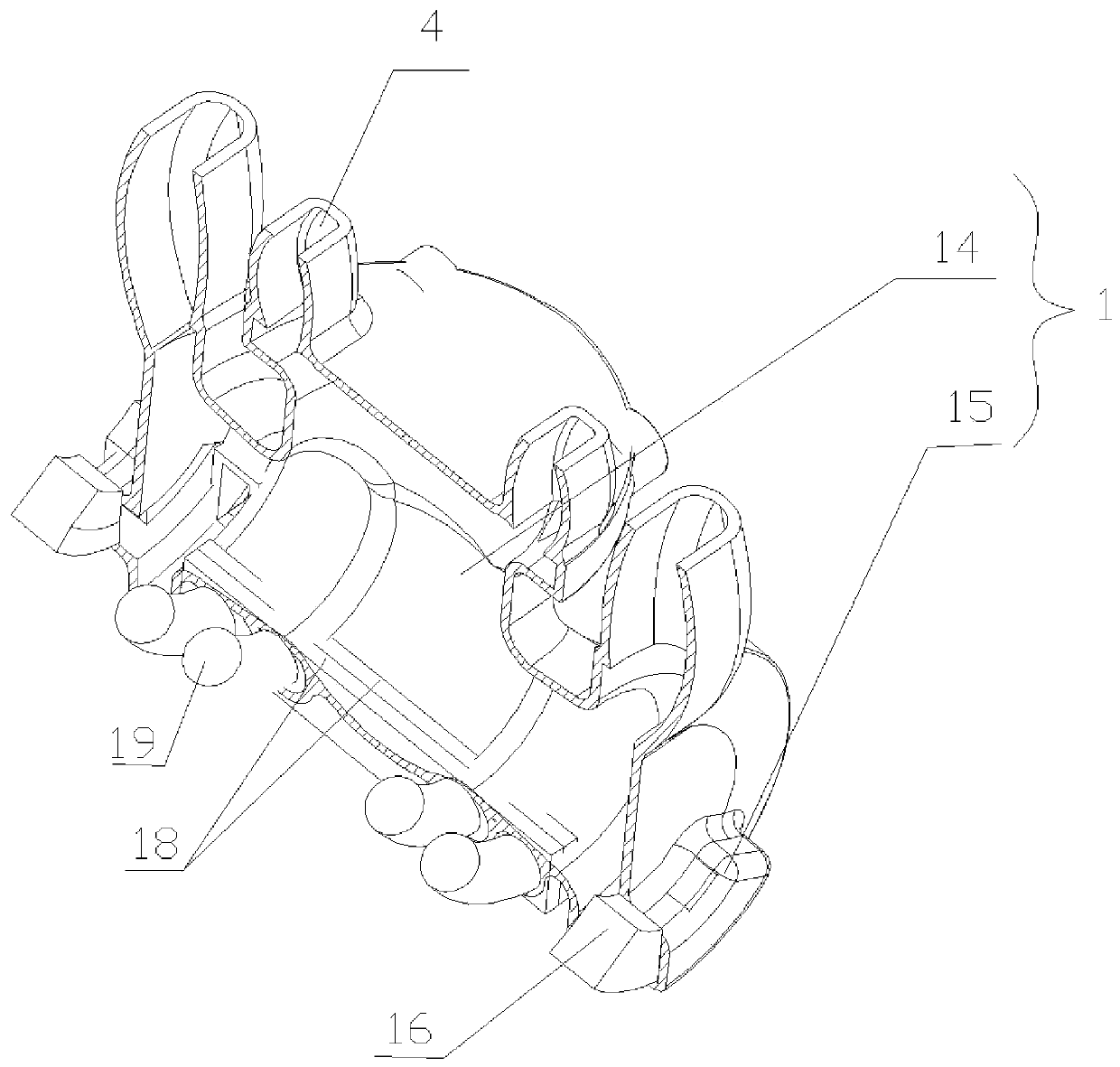
[0068] Hot section: It is an effect produced during the casting process. Casting hot section refers to the node or local area in the casting that solidifies slower than the surrounding metal during the solidification process of molten steel, and can also be said to be the place where the final cooling and solidification occurs. For this casting, the part where the intersection of two different parts is greater than the wall thickness is the casting hot spot.
[0069] Batch peak: the phenomenon that the sand sh...
Embodiment 1
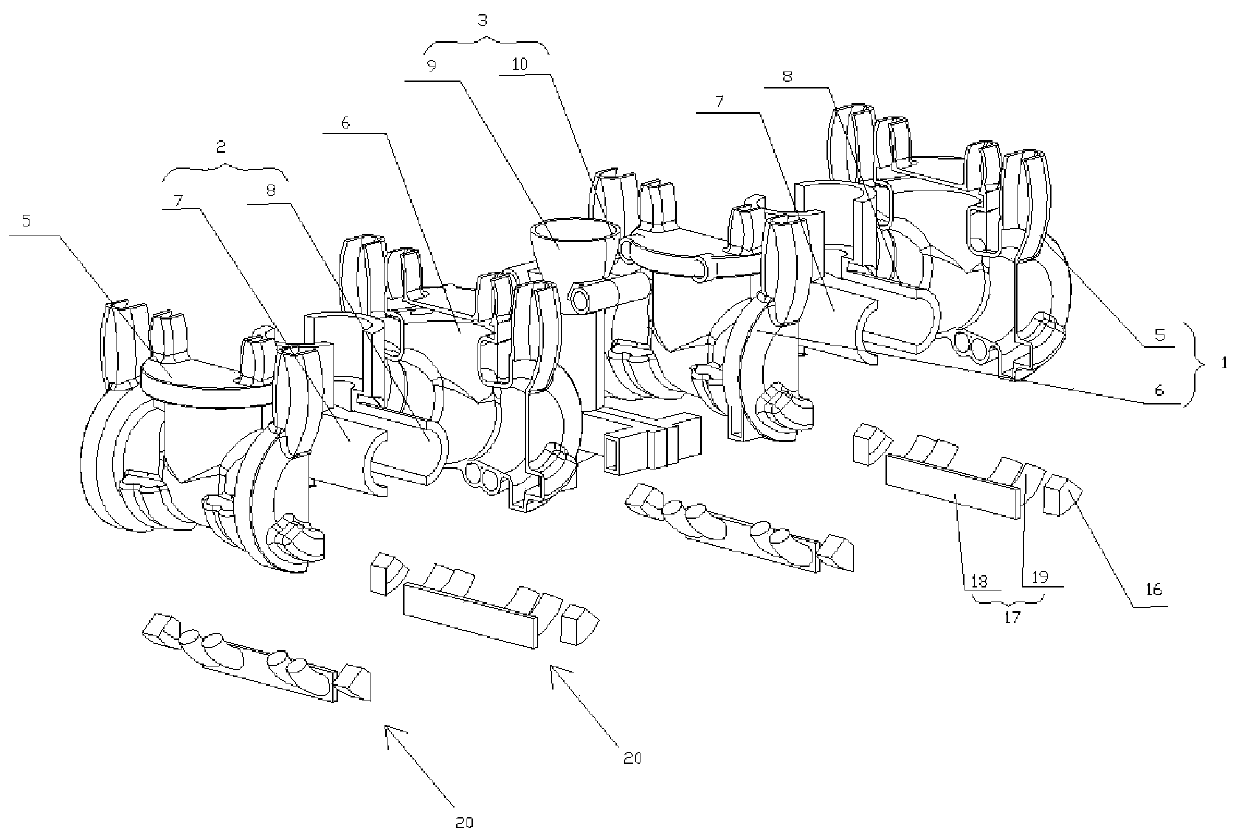
[0075] A coated sand casting process for cast steel valves (cast steel American standard gate valves), specifically comprising the following steps:
[0076] Step 1: Make a sand shell with coated sand as raw material
[0077] Step 1, making half shell and half core:
[0078] Step 1-1. Assemble the mold: select the corresponding mold according to the structure of the sand shell mold, and then install it on the core shooting machine;
[0079] Step 1-2, heating the mold: using a thermocouple to heat the mold to a temperature of 180-200 degrees Celsius;
[0080] Step 1-3, Purge the mold cavity: Keep the mold at 180~200 degrees Celsius, use an air gun to spray compressed air to purge the mold cavity, remove foreign matter in the mold cavity, and ensure that there is no foreign matter such as sand and dust in the mold cavity ;
[0081] Step 1-4, place cold iron: place cold iron in the mold cavity at the position corresponding to the heat junction of the sand shell mold; step 1-5, ...
Embodiment 2
[0107] Same as Example 1, the only difference is that in step 3, during the process of spraying the half-shell, valve body / bonnet half-core, the temperatures of the half-shell, valve body / bonnet half-core are all greater than 69 degrees Celsius when the spraying is completed;
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More