

Molding and foaming process and device of macromolecule with supercritical rapid swelling through mold pressing
A supercritical fluid and polymer technology, applied in the field of polymer molding and foaming, can solve the problems of slow physical penetration process, low production efficiency, long foaming cycle, etc., to solve the problem of excessive swelling time, improve production efficiency, The effect of solubility increase
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
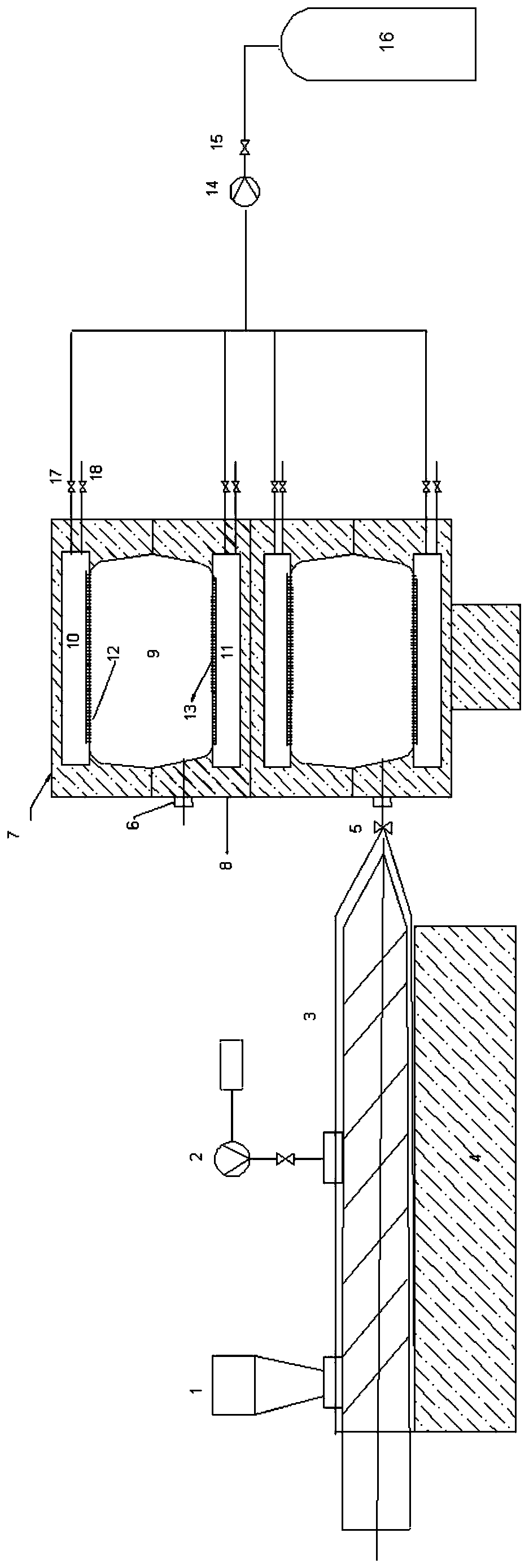
[0099] Taking the production of polypropylene foam material as an example, firstly, polypropylene and supercritical liquid carbon dioxide are mixed according to the mass ratio of 100:3, and heated to 200°C in the injection molding system. First fill the mold cavity with 20 MPa high-pressure carbon dioxide, and then inject the homogeneous solution in the injection molding system into the foaming mold. The raised lines 20 in the mold are strips parallel to each other, with a line depth of 0.5 mm. Adjacent lines The interval is 3mm, and the width of the pattern is 1mm. After the mold is filled with polymer, it is rapidly cooled to room temperature to form patterns on the surface of the polymer to increase the surface area. The average cooling rate is about 35-45°C / min. After the surface is cured, move the movable plate to the direction away from the mold cavity 9, so that the lines can contact with high-pressure carbon dioxide and continue to swell for 20 minutes, and then release...
Embodiment 2
[0101]Taking the production of polylactic acid foam material as an example, firstly, polylactic acid and supercritical liquid carbon dioxide are mixed according to the mass ratio of 100:3, and heated to 200°C in the injection molding system. First fill the mold cavity with 20 MPa high-pressure carbon dioxide, and then inject the homogeneous solution in the injection molding system into the foaming mold. The raised lines 20 in the mold are strips parallel to each other, with a line depth of 0.5 mm. Adjacent lines The interval is 3mm, and the width of the pattern is 1mm. After the mold is filled with polymer, it is rapidly cooled to room temperature to form patterns on the surface of the polymer to increase the surface area. The average cooling rate is about 35-45°C / min. After the surface is cured, move the movable plate to the direction away from the mold cavity 9, so that the lines can contact with high-pressure carbon dioxide and continue to swell for 20 minutes, and then rele...
Embodiment 3
[0103] Taking the production of polyethylene terephthalate foam material as an example, first mix polyethylene terephthalate and supercritical liquid carbon dioxide according to the mass ratio of 100:2, and heat it to 300 in the injection molding system. ℃. First fill the mold cavity with 20MPa high-pressure carbon dioxide, and then inject the homogeneous solution in the injection molding system into the foaming mold. The raised lines 20 in the mold are strips parallel to each other, with a line depth of 0.5mm, and the interval between adjacent lines 3mm, grain width 1mm, after the mold is filled with polymer, it is rapidly cooled to room temperature to form grains on the surface of the polymer to increase the surface area, and the average cooling rate is about 35-45°C / min. After the surface is cured, move the movable plate to the direction away from the mold cavity 9, so that the lines can contact with high-pressure carbon dioxide and continue to swell for 20 minutes, and the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More