High-tungsten-vanadium high-speed steel wear-resistant roller and manufacturing method thereof
A high-speed steel and roll technology, applied in the direction of rolls, metal rolling, manufacturing tools, etc., can solve the problems of increased deformation resistance of rolled materials, decreased surface temperature of rolled materials, and decreased life of rolls, etc., to achieve increased deformation resistance and hardness. Good uniformity and the effect of improving the operation rate of the rolling mill
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
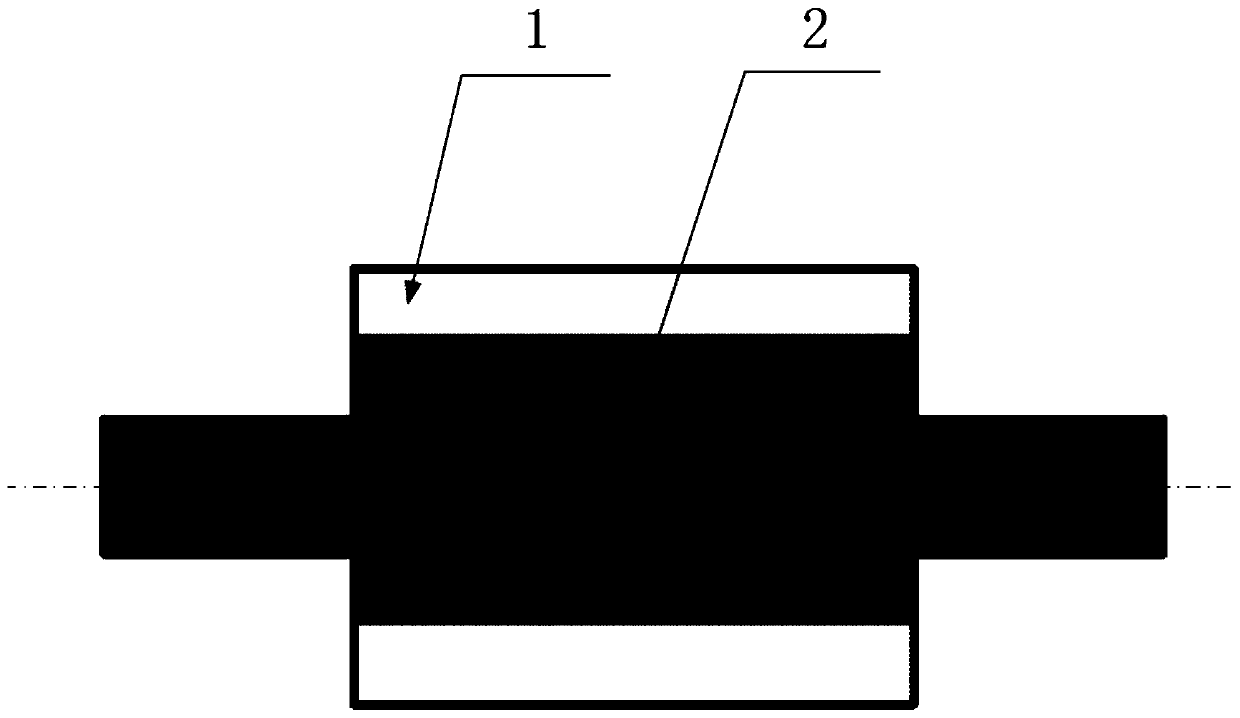
[0025] A high-tungsten-vanadium high-speed steel wear-resistant roll and a manufacturing method thereof. The outer layer (1) high-speed steel molten steel and the roll core (2) molten iron are respectively smelted in an electric furnace. The specific preparation process steps are as follows:
[0026] ① Melt the high-speed steel on the outer layer of the roll (1) in a 1000 kg medium frequency induction furnace first, and control the chemical composition and mass fraction of the molten steel in the furnace at 10.48%W, 1.86%Mo, 2.88%C, 0.028%P, 0.021 %S, 6.33% Cr, 2.38% Nb, 2.29% Si, 0.67% Mn, the balance is Fe and other unavoidable impurities; then the molten steel is heated to 1667°C, and after holding for 3.5 minutes, metal aluminum is added into the furnace. The amount of metal aluminum added accounts for 1.9% of the mass fraction of molten steel in the furnace; continue to keep warm for 4.0 minutes, and then add ferrovanadium with a particle size of 12-16mm and preheated at 9...
Embodiment 2
[0031] A high-tungsten-vanadium high-speed steel wear-resistant roll and a manufacturing method thereof. The outer layer (1) high-speed steel molten steel and the roll core (2) molten iron are respectively smelted in an electric furnace. The specific preparation process steps are as follows:
[0032] ① Melt the high-speed steel on the outer layer of the roll (1) in a 1500 kg medium frequency induction furnace first, and control the chemical composition and mass fraction of the molten steel in the furnace at 10.23%W, 1.94%Mo, 2.81%C, 0.031%P, 0.024 %S, 6.15% Cr, 2.46% Nb, 2.24% Si, 0.83% Mn, the balance is Fe and other unavoidable impurities; then the molten steel is heated to 1653°C, and after holding for 4.0 minutes, metal aluminum is added into the furnace. The amount of metal aluminum added accounts for 1.8% of the mass fraction of molten steel in the furnace; continue to keep warm for 3.0 minutes, and then add ferrovanadium with a particle size of 12-16mm and preheated at 9...
Embodiment 3
[0037] A high-tungsten-vanadium high-speed steel wear-resistant roll and a manufacturing method thereof. The outer layer (1) high-speed steel molten steel and the roll core (2) molten iron are respectively smelted in an electric furnace. The specific preparation process steps are as follows:
[0038] ① Melt the high-speed steel on the outer layer of the roll (1) in a 1000 kg medium frequency induction furnace first, and control the chemical composition and mass fraction of the molten steel in the furnace at 10.67%W, 1.76%Mo, 2.97%C, 0.030%P, 0.023 %S, 6.42% Cr, 2.27% Nb, 2.41% Si, 0.64% Mn, the balance is Fe and other unavoidable impurities; then the molten steel is heated to 1677 ° C, after 3.0 minutes of heat preservation, metal aluminum is added into the furnace, The amount of metal aluminum added accounts for 2.0% of the mass fraction of molten steel in the furnace; continue to keep warm for 4.0 minutes, and then add ferrovanadium with a particle size of 12-16mm and preheat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com