

Welding process of superconductive cable and box type copper connector in large high temperature superconductive current lead
A high-temperature superconducting and current lead technology, which is applied to welding equipment, conductors, circuits, etc., can solve the problems of high welding rate of the first layer cable, reduce the blocking rate of superconducting cables, and high welding strength, and achieve high welding rate and high welding strength. High, uniform welding thickness effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
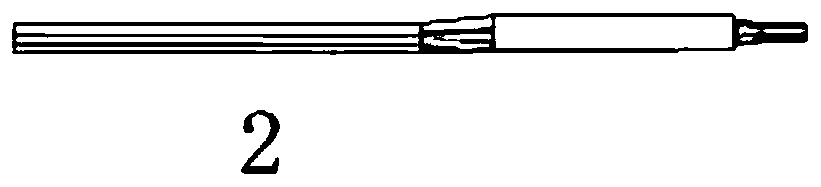
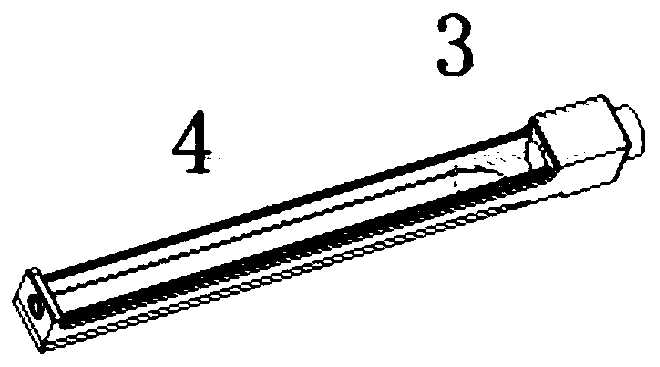
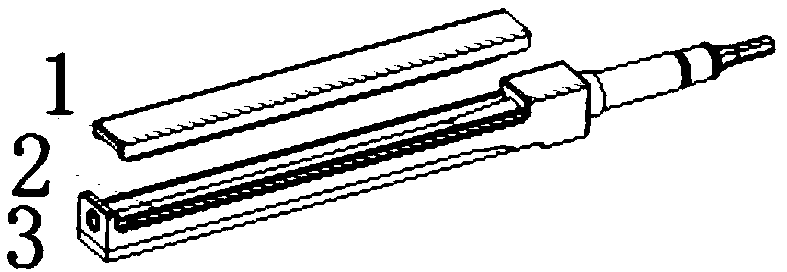
[0036] See attached figure 1 , the welding process of superconducting cables and box-type copper joints in large-scale high-temperature superconducting current leads, including the following steps:
[0037] (1) Take the superconducting cable 2, remove the armor on the surface of the superconducting cable, then remove the nickel on the surface of the superconducting cable, and finally perform silver plating on the surface of the superconducting cable. The method of removing nickel on the surface of the superconducting cable is as follows: firstly, dry nitrogen gas is introduced on the unarmored side, and acetone is used to degrease the surface of the superconducting cable, and then cleaned with deionized water, and then the superconducting cable is slowly immersed in the diluted In the reverse electroplating solution composed of phosphoric acid and glycerol, the weight ratio of the phosphoric acid and glycerol is 10% and 5% respectively, the temperature of the reverse plating s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More