Steel weight-reduction type double-web pressing slide wheel and manufacturing method thereof
A technology of webs and pulleys, applied in the direction of belts/chains/gears, portable lifting devices, components with teeth, etc., can solve the problems of poor precision of rolling pulley rims, deterioration of mechanical properties of steel parts, high pulley scrap rate, etc. , to achieve the effect of long wear-resistant service life, reasonable structural design, good strength and rigidity of the wheel groove
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] The technical solutions of the present invention will be further described below in conjunction with the accompanying drawings and embodiments.
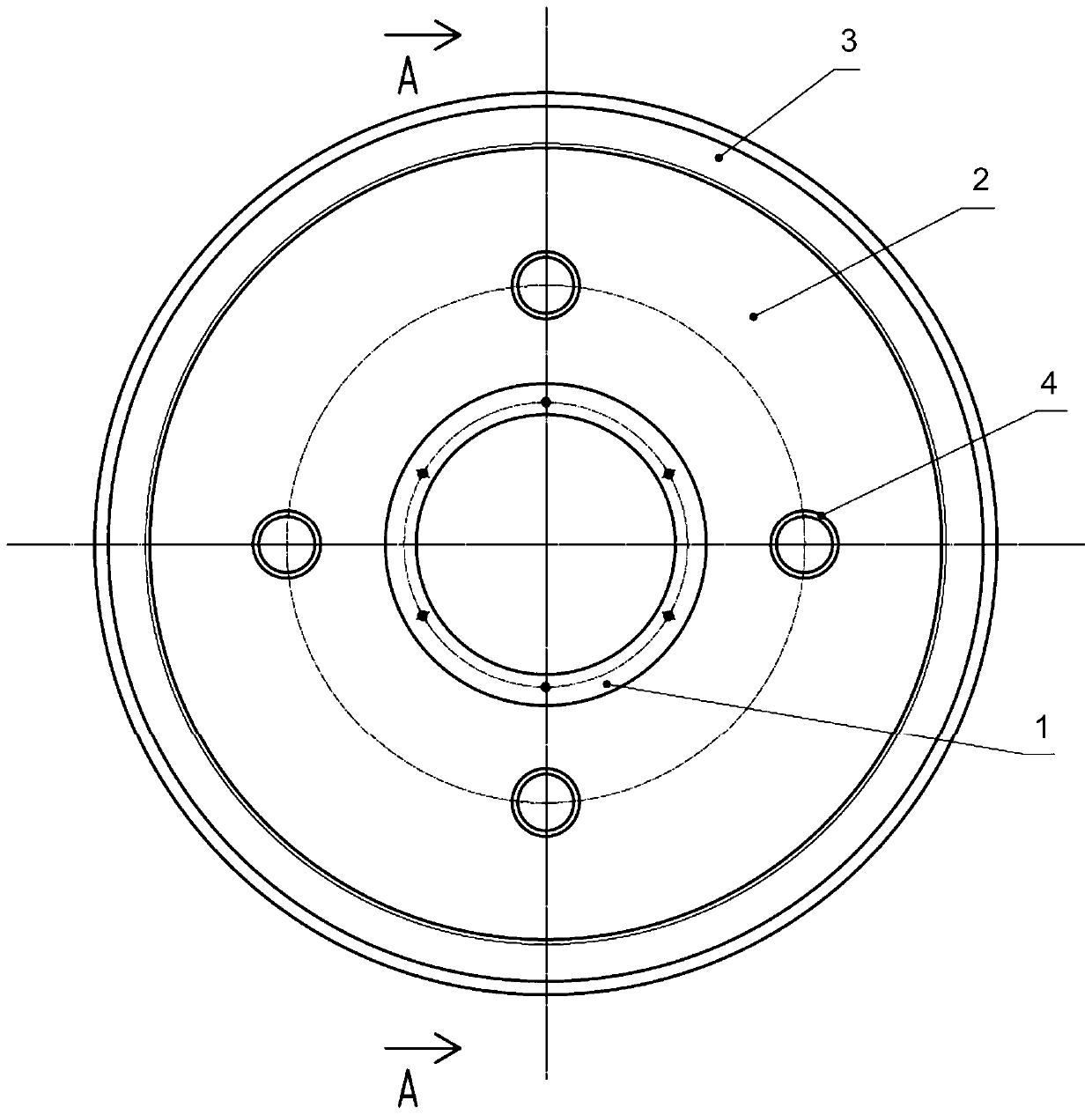
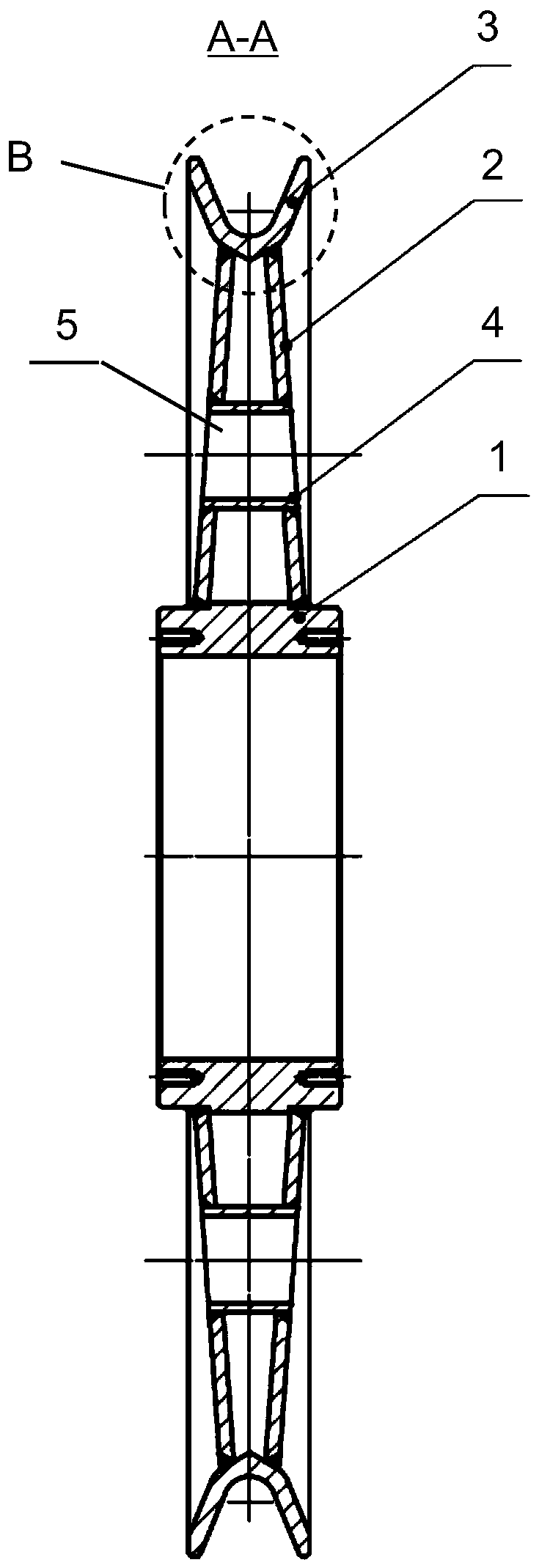
[0037] Please combine Figure 1 to Figure 3 As shown, a kind of steel weight reduction double-panel plate pressing pulley provided by the present invention, said pulley comprises wheel hub 1, the web plate 2 that is connected on the wheel hub 1, and the rim 3 that is connected on the web plate 2, above-mentioned is The prior art part will not be repeated here. The difference from the prior art is:
[0038] Preferably, the hub 1 is configured as a tubular structure.
[0039] Preferably, the web 2 has two pieces, both of which are in the shape of a hollow ring, and are arranged as a figure-eight supporting frame structure welded on the hub 1 . The big mouth end of this figure-eight supporting frame structure is welded on the wheel hub 1.
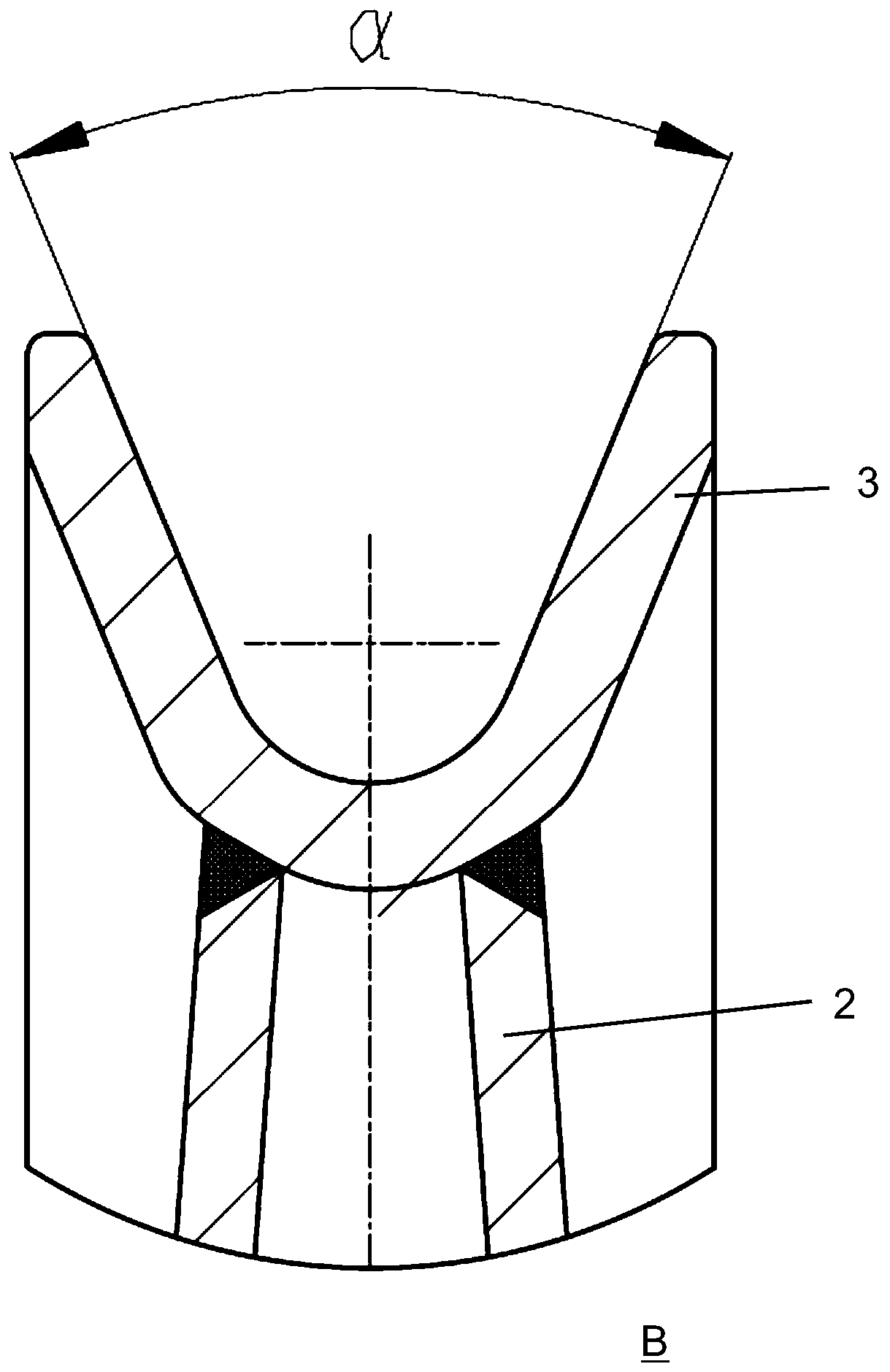
[0040] Preferably, the rim 3 is an annular structure with a U-shaped cross-section, th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



