

Welding process for equal-diameter large quartz pipes
A welding process and quartz technology, applied in the field of welding process of large diameter quartz tubes, can solve the problems of high welding qualification rate, insufficient length of small-sized quartz tubes, and high difficulty in adding solder, so as to improve the welding yield, rotation safety and convenience. , good welding effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] Embodiment 1: prepare a diameter and be 465mm, the quartz large tube that length is 2500mm
[0039] Include the following steps:
[0040] A. Take two large quartz tubes with a length of 2000mm and a diameter of 465mm, cut one of them to obtain a tube A with a length of 550mm for use, and then take an uncut tube B with a length of 2000mm for use, and carry out the two tubes respectively unilateral pour;
[0041] B. Clean and dry the pour end;
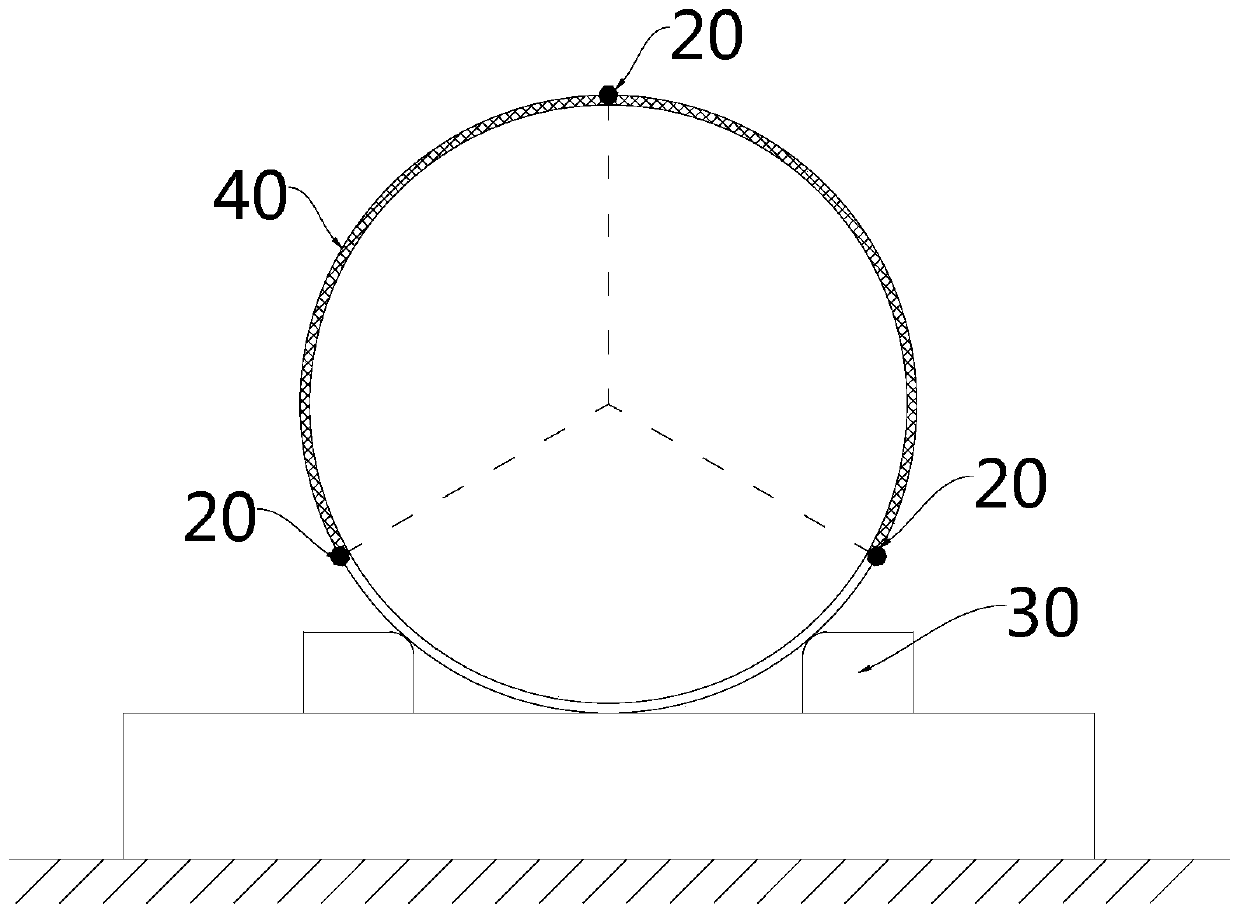
[0042]C. Put the pour ends of tube A and tube B facing each other and keep the axis horizontal on the marble platform, reserve a gap of 1mm between them, and use two quartz bricks 30 to limit them, the limit between the two quartz bricks The position is less than 1 / 3 of the circumference of the large quartz tube, and the contact between the quartz brick and the large quartz tube is provided with an arc-shaped chamfer;
[0043] D. Weld three welding spots 20 evenly distributed along the circumference with solder at the gap betwe...
Embodiment 2
[0058] Embodiment 2: prepare a diameter and be 480mm, the quartz large tube that length is 3500mm
[0059] Include the following steps:
[0060] A. Take two large quartz tubes with a length of 2000mm and a diameter of 480mm, cut one of them to obtain a tube A with a length of 1550mm for use, and then take an uncut tube B with a length of 2000mm for use, and carry out the two tubes respectively unilateral pour;
[0061] B. Clean and dry the pour end;
[0062] C. Put the pour ends of tube A and tube B facing each other and keep the axis horizontal on the marble platform, reserve a gap of 1mm between them, and use two quartz bricks 30 to limit them, the limit between the two quartz bricks The position is less than 1 / 3 of the circumference of the large quartz tube, and the contact between the quartz brick and the large quartz tube is provided with an arc-shaped chamfer;
[0063] D. Weld three welding spots 20 evenly distributed along the circumference with solder at the gap bet...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More