

Welding method for cold plate component
A welding method and cold plate technology, applied in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve the problem of high product size and apparent quality, aluminum parts that cannot be soldered with tin-lead, aluminum parts and The surface of the copper tube is easy to oxidize and other problems, so as to achieve the effect of long reflow time, good reliability and guaranteed thermal conductivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043]In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention. In addition, the technical features involved in the various embodiments of the present invention described below can be combined with each other as long as they do not constitute a conflict with each other.
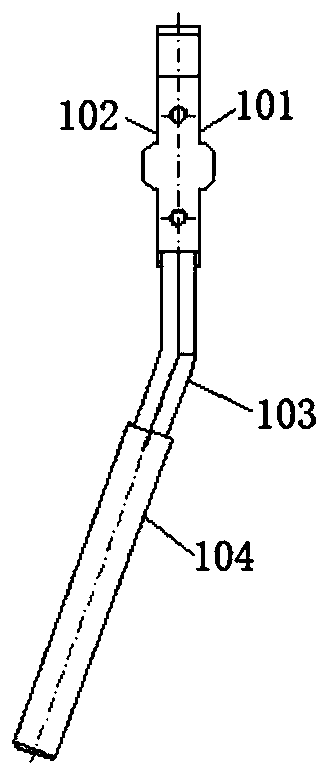
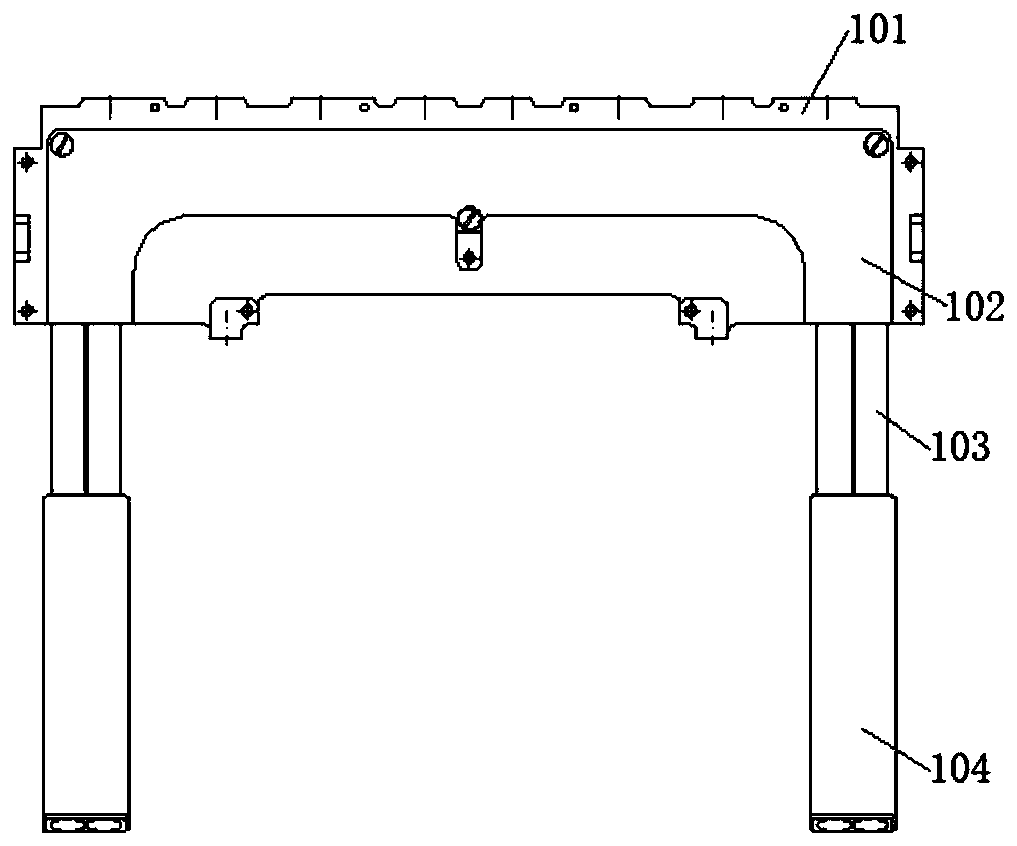
[0044] Referring to the accompanying drawings, a welding method of a cold plate assembly, the cold plate assembly includes a cold plate base 101, a cold plate cover 102, a hot bend 103 and a heat conducting finger 104, the maximum heat-resistant temperature of the hot bend 103 is not over 220°C and the hot bending tube 103 includes an aluminum inner tube, a phase change material installed in the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thermal resistance | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More