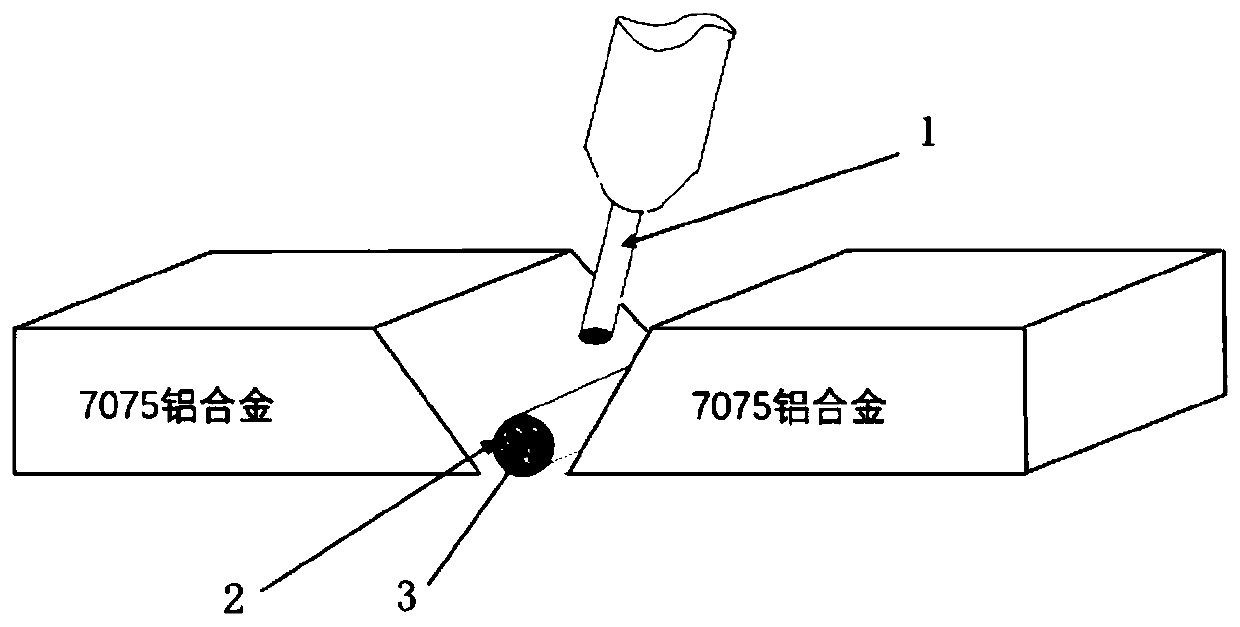
Micro-nano particle reinforced aluminum alloy core filler wire for welding 7075 aluminum alloy
A technology of micro-nano particles and aluminum alloy, which is applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., can solve the problem that the alloy composition cannot be changed, such as particle enhancement, and achieve good market application value, good welding shape, and easy operation The effect of simple process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
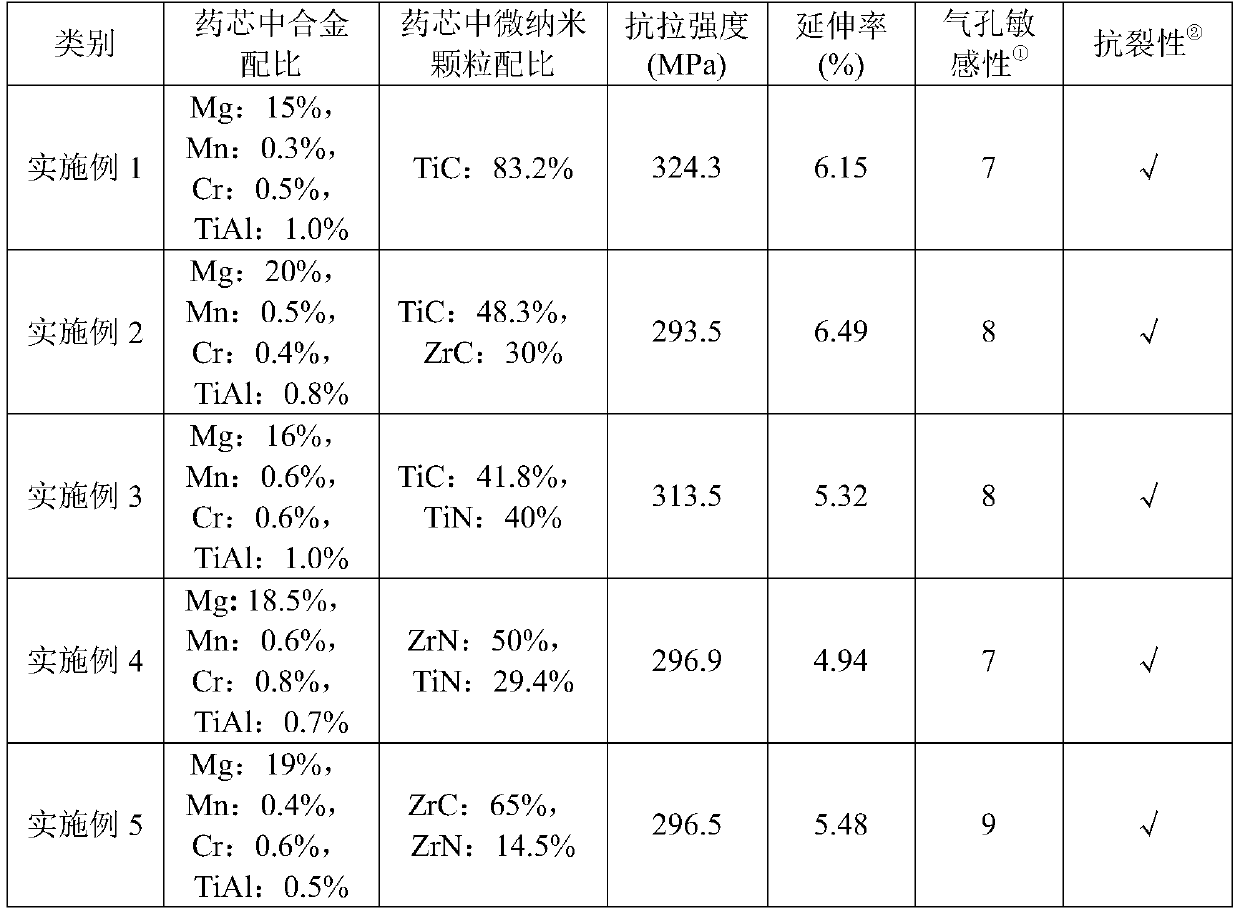
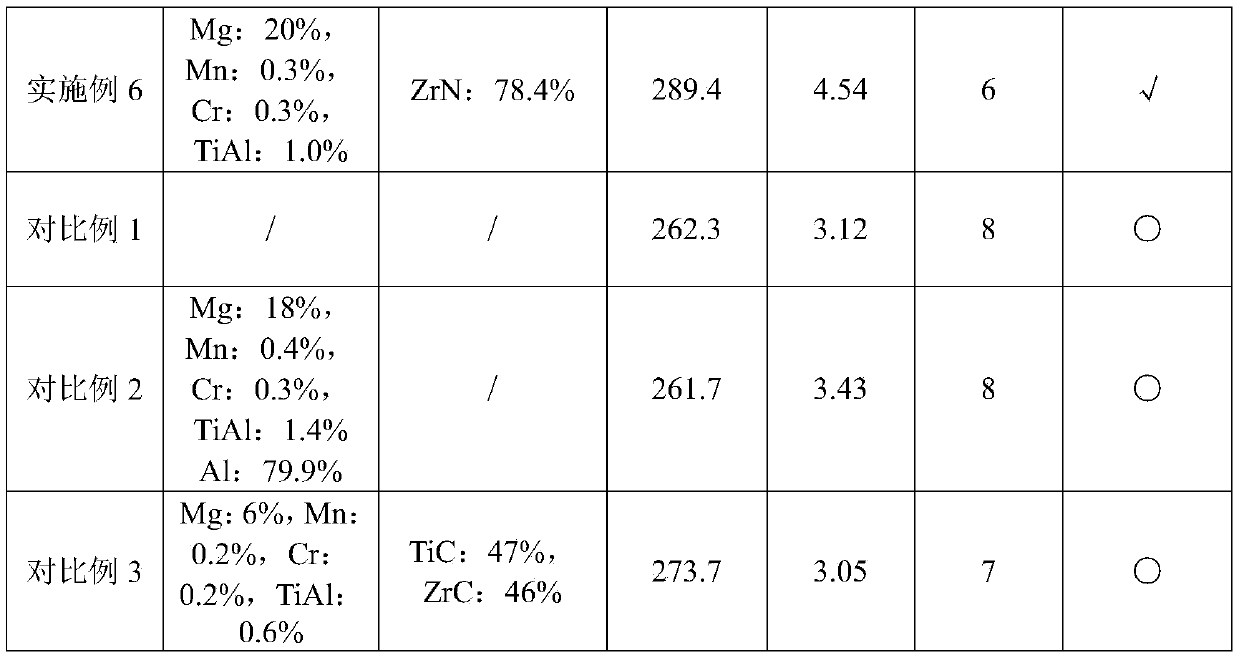
[0034] The micro-nano particle reinforced flux core filler wire used for welding 7075 ultra-high strength aluminum alloy adopts 1070 pure aluminum strip sheath 8×0.3mm (the composition is shown in Table 1), and the diameter of the flux core filler wire is 0.8mm; the chemical composition of the flux core Composition (weight %) is metal Mg powder: 15%, metal manganese powder: 0.3%, metal chromium powder: 0.5%, titanium aluminum alloy powder: 1.0%, the filling rate of welding wire is 30%, composite micronano ceramic powder is TiC : 83.2%. 99.99% pure argon is used as the shielding gas, the gas flow rate is 15L / min, the welding current is 120A, and the welding voltage is 20V.
Embodiment 2
[0036] The micro-nanoparticle-reinforced core filler wire used for welding 7075 ultra-high-strength aluminum alloy adopts 1070 pure aluminum strip sheath 8×0.4mm (the composition is shown in Table 1), and the diameter of the core filler wire is 1.0mm; Composition (weight %) is metal Mg powder: 20%, metal manganese powder: 0.5%, metal chromium powder: 0.4%, titanium-aluminum alloy powder: 0.8%, the filling rate of welding wire is 24.5%, composite micronano ceramic powder is TiC : 48.3%, ZrC: 30%. 99.99% pure argon is used as the shielding gas, the gas flow rate is 16L / min, the welding current is 140A, and the welding voltage is 21V.
Embodiment 3
[0038]The micronanoparticle-reinforced flux-core filler wire used for welding 7075 ultra-high-strength aluminum alloy is made of 5052 aluminum alloy with a sheath of 9×0.3mm (the composition is shown in Table 1), and the diameter of the flux-core filler wire is 1.0mm; the chemical composition of the flux core Composition (% by weight) is metal Mg powder: 16%, metal manganese powder: 0.6%, metal chromium powder: 0.6%, titanium aluminum alloy powder: 1.0%, the filling rate of welding wire is 28%, and composite micronano ceramic powder is TiC : 41.8%, TiN: 40%. 99.99% pure argon is used as the shielding gas, the gas flow rate is 16L / min, the MIG welding current is 180A, and the welding voltage is 23V.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com