

Low-carbon low-emission sintering method based on coupled injection of multiple gases
A sintering method and low-emission technology, applied in the field of iron and steel metallurgy, can solve the problems of short residence time at high temperature, large heat storage, over-melting at sintering temperature, etc., and achieve the effects of increasing sintering output, improving the degree of reduction, and reducing NOX
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
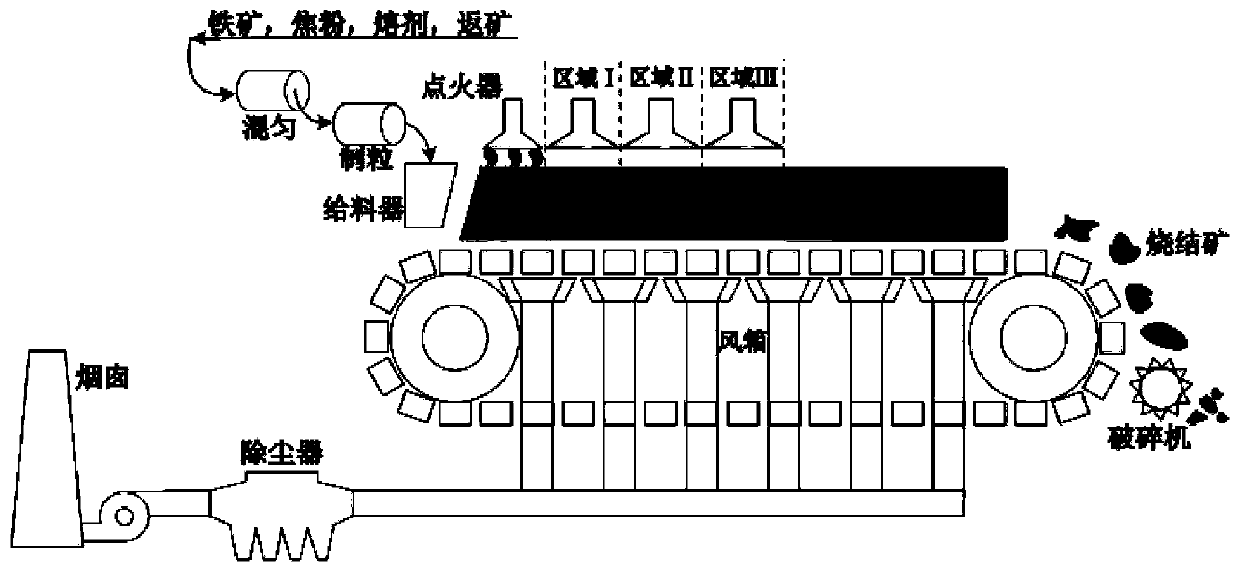
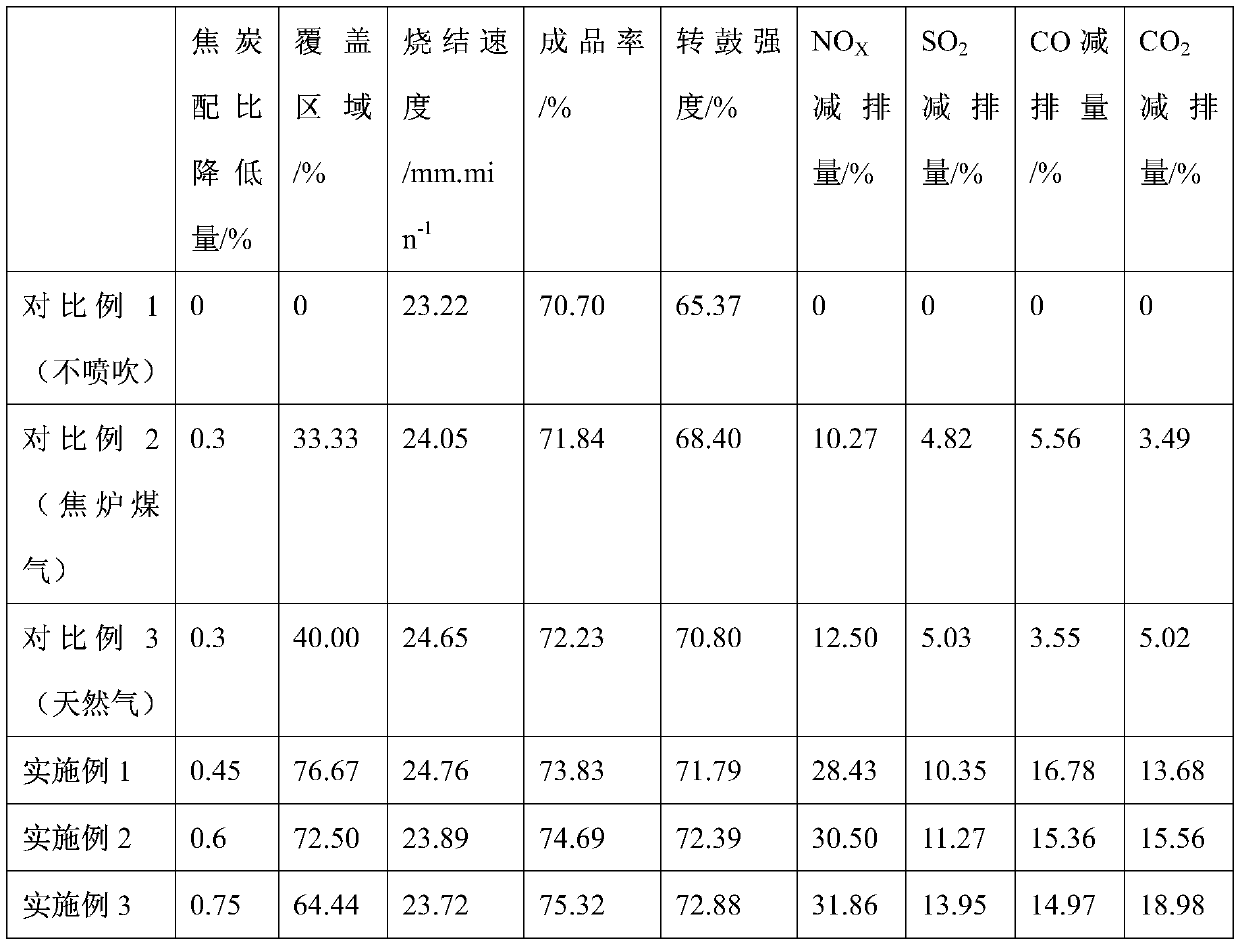
[0028] A method for intensified sintering of multi-type gas coupling injection of the present invention, under the conditions of 5.6% carbon content of the mixture, 1.85 binary basicity, 6.75% sintering moisture, and 700mm material layer height, the maximum temperature from the sintering material surface is The area between 1250°C and 1250°C is area I, the area between 1250°C and 1300°C is area II, and the area between 1300°C and 1350°C is area III. Under the sintering cup test with the same other conditions, the heat value injected into area Ⅰ is 35MJ / Nm 3 Gas with high calorific value, the calorific value injected into zone Ⅱ is 18MJ / Nm 3 medium calorific value gas, zone Ⅲ injected calorific value 11MJ / Nm 3 Low calorific value gas, and reduce the carbon content of the mixture to 5.15%. Sintering index, NO X , SO 2 and CO X The emission reductions are shown in Table 1.
Embodiment 2
[0030]A method for intensified sintering with multi-type gas coupling injection of the present invention, under the conditions of 5.6% carbon content of the mixture, 1.85 binary basicity, 6.75% sintering moisture, and 800mm material layer height, the maximum temperature from the sintering material surface is The area between 1250°C and 1250°C is area I, the area between 1250°C and 1300°C is area II, and the area between 1300°C and 1350°C is area III. Under the sintering cup test with the same other conditions, the heat value injected into area Ⅰ is 42MJ / Nm 3 The gas with high calorific value is injected into zone II with a calorific value of 25MJ / Nm 3 medium calorific value gas, zone Ⅲ injected calorific value 13MJ / Nm 3 Low calorific value gas, and reduce the carbon content of the mixture to 5.0%.
Embodiment 3
[0032] A method for intensified sintering of multi-type gas coupling injection of the present invention, under the conditions of 5.6% carbon content of the mixture, 1.85 binary basicity, 6.75% sintering moisture, and 900mm material layer height, the maximum temperature from the sintering material surface is The area between 1250°C and 1250°C is area I, the area between 1250°C and 1300°C is area II, and the area between 1300°C and 1350°C is area III. Under the sintering cup test with the same other conditions, the heat value injected into area Ⅰ is 50MJ / Nm 3 The gas with high calorific value is injected into the area II with a calorific value of 28MJ / Nm 3 medium calorific value gas, zone Ⅲ injected calorific value 13MJ / Nm 3 Low calorific value gas, and reduce the carbon content of the mixture to 4.85%.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More