Beryllium plate surface treatment method
A treatment method and surface friction technology, applied in grinding machines, grinding/polishing equipment, manufacturing tools, etc., can solve the problems of small amount of surface treatment, rough surface of beryllium plate, low material utilization rate, etc., to improve the accuracy of thickness and size , The thickness of the beryllium plate is controllable, and the effect of improving the surface quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
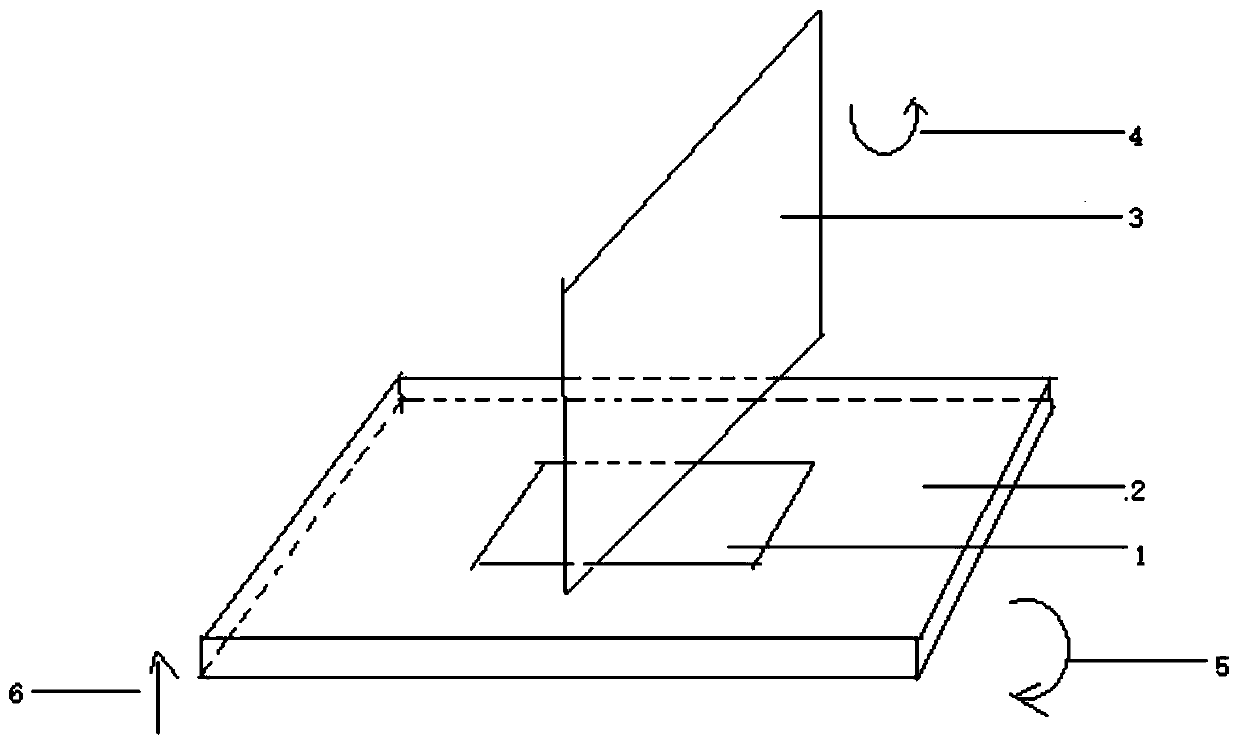
[0035] Step 1, select the beryllium plate 1 to be processed and the abrasive belt 3 driven by the motor according to the running direction 4; and place the beryllium plate 1 horizontally on the conveyor belt 2, refer to figure 1 . Among them, the size of the beryllium plate is 120mm in length, 20mm in width and 0.5mm in thickness; the model of the abrasive belt is 200 mesh.
[0036] Step 2, the abrasive belt 3 is vertically suspended on the horizontal plane of the conveyor belt 1, refer to figure 1 Carry out initial adjustment to the gap between the horizontal plane of the conveyor belt 1 and the abrasive belt 3 (the conveyor belt 2 will rise according to the adjustment direction 6, reduce the horizontal plane of the conveyor belt 2 and the gap between the abrasive belt 3) and pass the initial adjustment The conveyor belt 3 runs the horizontally placed beryllium plate to a fixed position according to the transmission direction 5 for positioning and fixing, refer to figure 2...
Embodiment 2
[0049] Step 1, select the beryllium plate 1 to be processed and the abrasive belt 3 driven by the motor according to the running direction 4; and place the beryllium plate 1 horizontally on the conveyor belt 2, refer to figure 1 . Among them, the size of the beryllium plate is 160mm in length, 60mm in width and 0.1mm in thickness; the model of the abrasive belt is 400 mesh.
[0050] Step 2, the abrasive belt 3 is vertically suspended on the horizontal plane of the conveyor belt 1, refer to figure 1 Carry out initial adjustment to the gap between the horizontal plane of the conveyor belt 1 and the abrasive belt 3 (the conveyor belt 2 will rise according to the adjustment direction 6, reduce the horizontal plane of the conveyor belt 2 and the gap between the abrasive belt 3) and pass the initial adjustment The conveyor belt 3 runs the horizontally placed beryllium plate 1 to a fixed position according to the transmission direction 5 for positioning and fixing, refer to figure...
Embodiment 3
[0063] Step 1, select the beryllium plate 1 to be processed and the abrasive belt 3 driven by the motor according to the running direction 4; and place the beryllium plate 1 horizontally on the conveyor belt 2, refer to figure 1 . Among them, the size of the beryllium plate is 200mm in length, 100mm in width and 2.0mm in thickness; the model of the abrasive belt is 500 mesh.
[0064] Step 2, the abrasive belt 3 is vertically suspended on the horizontal plane of the conveyor belt 1, refer to figure 1 After the initial adjustment of the gap between the horizontal plane of the conveyor belt 1 and the abrasive belt 3 (that is, the conveyor belt 2 rises according to the adjustment direction 6, and the gap between the horizontal plane of the conveyor belt 2 and the abrasive belt 3 is reduced) The conveyor belt 3 runs the horizontally placed beryllium plate 1 to a fixed position according to the transmission direction 5 for positioning and fixing, refer to figure 2 . Wherein, the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More