

Wide-width thin rubber sheet foaming technology based on infrared ray, steam and microwave composite heating
A technology of composite heating and microwave heater, applied in the field of rubber foaming, can solve the problems of high energy consumption, unenvironmental protection, low qualified rate of finished products, etc., and achieve the effects of good temperature uniformity, energy saving, and uniform cell size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0029] Follow the steps below:
[0030] Step A, mixing the rubber, foaming agent, and vulcanizing agent evenly, and extruding them through a calender to obtain an unvulcanized and foamed wide-width thin rubber sheet;
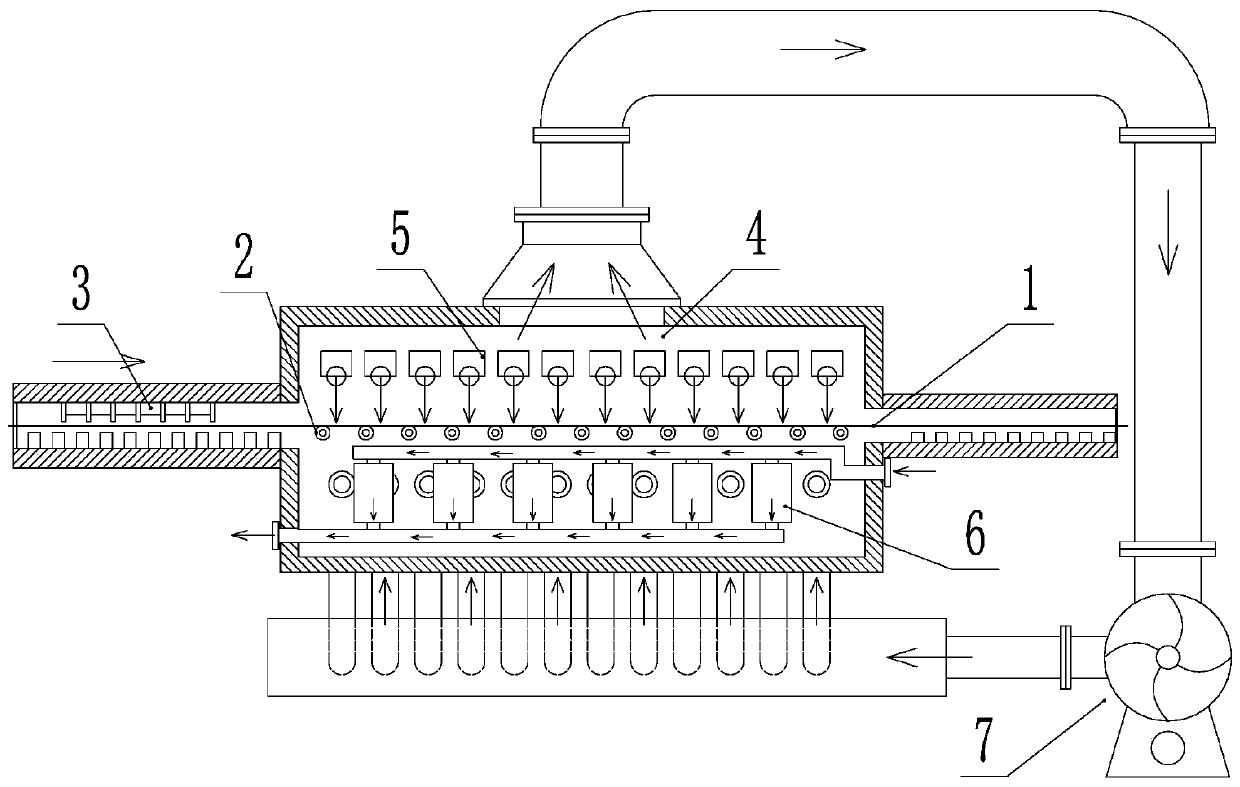
[0031] Step B. Use a steam coil radiator to heat the air in the foaming furnace at a heating temperature of 130°C. The steam boiler provides the steam source for the steam coil radiator. At the same time, a hot air circulation system is used, that is, through the high temperature resistant fan and the foaming furnace The pipeline is connected to form a loop to circulate the air in the foaming furnace. After heating for a period of time, the temperature in the foaming furnace is evenly distributed and basically stable;
[0032] The length obtained in step C and step A is 500mm, the width is 300mm, the thickness is 1.3mm, and the density is 1.1-1.4g / cm 3 , the wide-width thin rubber sheet with a moisture content of <2% is fed into the foaming furnace through the ...
Embodiment 2
[0036] Follow the steps below:
[0037] Step A, mixing the rubber, foaming agent, and vulcanizing agent evenly, and extruding them through a calender to obtain an unvulcanized and foamed wide-width thin rubber sheet;
[0038] Step B. Use the steam coil radiator to heat the air in the foaming furnace at a heating temperature of 146°C. The steam boiler provides the steam source for the steam coil radiator. At the same time, a hot air circulation system is used, that is, through the high temperature resistant fan and the foaming furnace The pipeline is connected to form a loop to circulate the air in the foaming furnace. After heating for a period of time, the temperature in the foaming furnace is evenly distributed and basically stable;
[0039] The length obtained in step C and step A is 500mm, the width is 300mm, the thickness is 1.5mm, and the density is 1.1-1.4g / cm 3 , the wide-width thin rubber sheet with a moisture content of <2% is sent into the foaming furnace through t...
Embodiment 3
[0043] Follow the steps below:
[0044] Step A, mixing the rubber, foaming agent, and vulcanizing agent evenly, and extruding them through a calender to obtain an unvulcanized and foamed wide-width thin rubber sheet;
[0045] Step B. Use the steam coil radiator to heat the air in the foaming furnace at a heating temperature of 150°C. The steam boiler provides the steam source for the steam coil radiator. At the same time, a hot air circulation system is used, that is, through the high temperature resistant fan and the foaming furnace The pipeline is connected to form a loop to circulate the air in the foaming furnace. After heating for a period of time, the temperature in the foaming furnace is evenly distributed and basically stable;
[0046] The length obtained in step C and step A is 500mm, the width is 300mm, the thickness is 1.8mm, and the density is 1.1-1.4g / cm 3, the wide-width thin rubber sheet with a moisture content of <2% is sent into the foaming furnace through th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More