A stainless steel composite nickel material welding process
A welding process and stainless steel technology, applied in welding equipment, manufacturing tools, arc welding equipment, etc., can solve the problems of reducing production costs, reducing the amount of welding materials, and reducing the metal filling area of the basic welding seam, so as to reduce the production cost, reduce The amount of welding material and the effect of ensuring corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
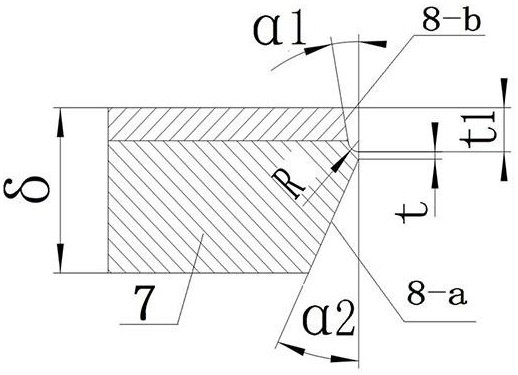
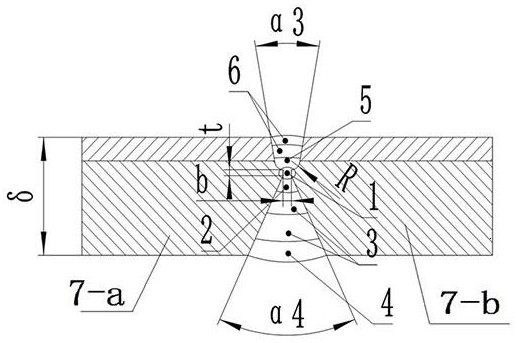
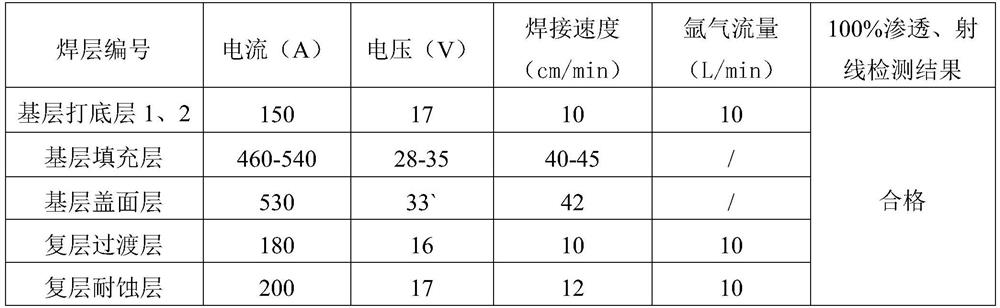
[0030] A stainless steel composite nickel material welding process, the material is S30409+NO2201, and the thickness δ is 32+8mm. Firstly, the rust and other impurities and dirt within 20mm of the welding end of the base metal 7 are thoroughly cleaned, and then the base metal 7 is welded by numerical control processing equipment. The welding end is treated as groove 8, the blunt side t is 1mm, the outer groove is V-shaped, the single-side groove angle 8-a is 25°, the inner groove is J-shaped, and the single-side groove angle is 8 -b is 10°, the transition arc radius R is 3mm, and the groove depth t1 is 12mm. The specific structure is shown in Figure 1. After the groove is processed, the pairing is carried out. The gap b between the two grooves is 3-4mm. For the specific structure, see figure 2 ; Then carry out base weld seam welding, using The argon arc welding process makes the bottom layer 1 and 2 of the base weld seam for bottom welding, the welding current is 100-160A, ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More