

RTM forming mold and method of composite blade
A technology for forming molds and composite materials, which is applied in household appliances, other household appliances, household components, etc., can solve the problems of increasing the difficulty of RTM molding, short effective injection period, uneven distribution of resin flow, etc., and achieve a good RTM process. adaptability, reduce the risk of resin implosion, and reduce the effect of edge effect phenomenon
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
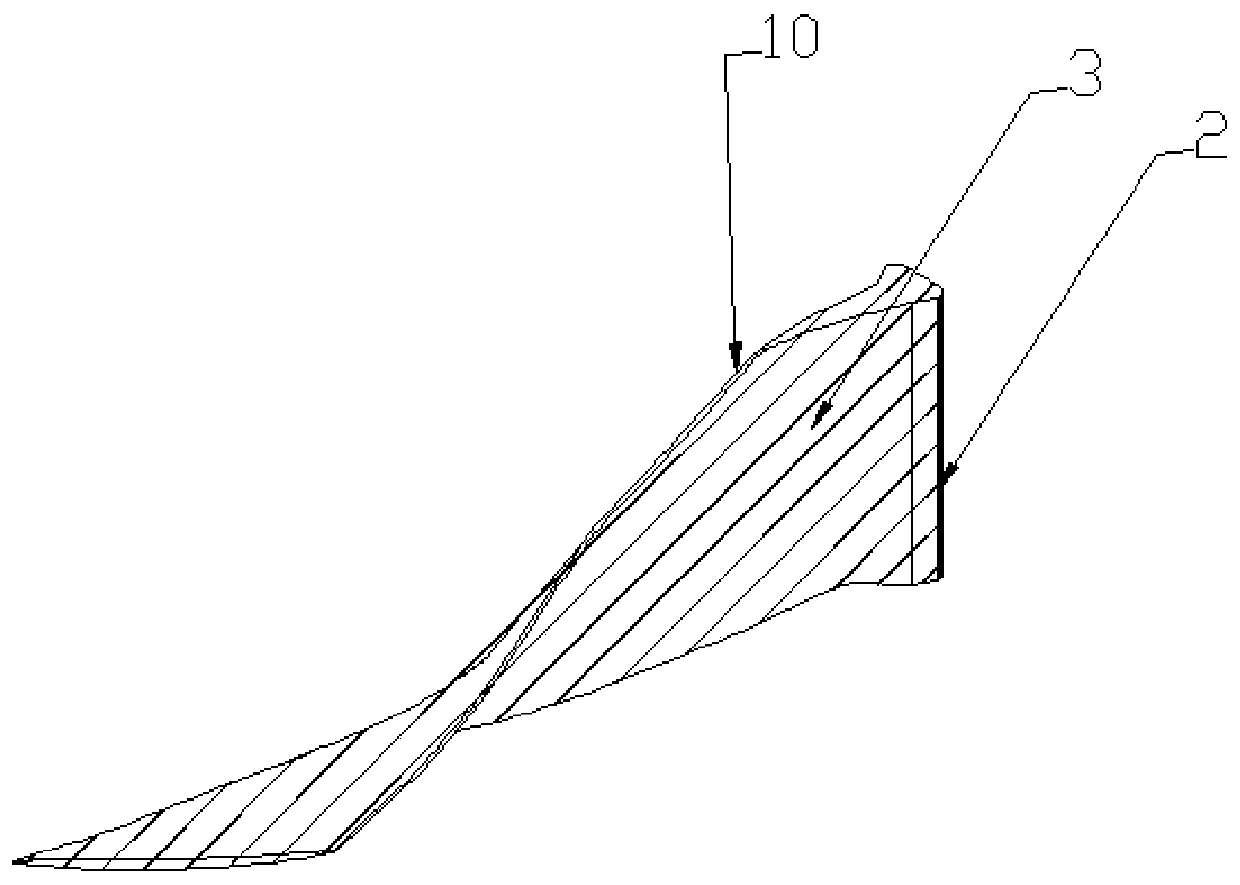
[0028] The blade prefabricated body 10 is a fan blade prefabricated body with a variable thickness 2.5D woven structure. It is an intermediate body before RTM molding during processing. The blade 1 is composed of a tenon 2 and a blade body 3. The material is CCF800, and the fiber volume content of the material is 58 %±3%; among them, CCF800 is T800 carbon fiber fabric with a specification of 12K produced by Shandong Weihai Development Co., Ltd., and the resin for injection is ACTECH1304 high-toughness liquid molding resin of AVIC Composites Co., Ltd., and the external dimension of blade preform 10 is 780mm× 320mm (length × width), the specific molding steps are as follows:
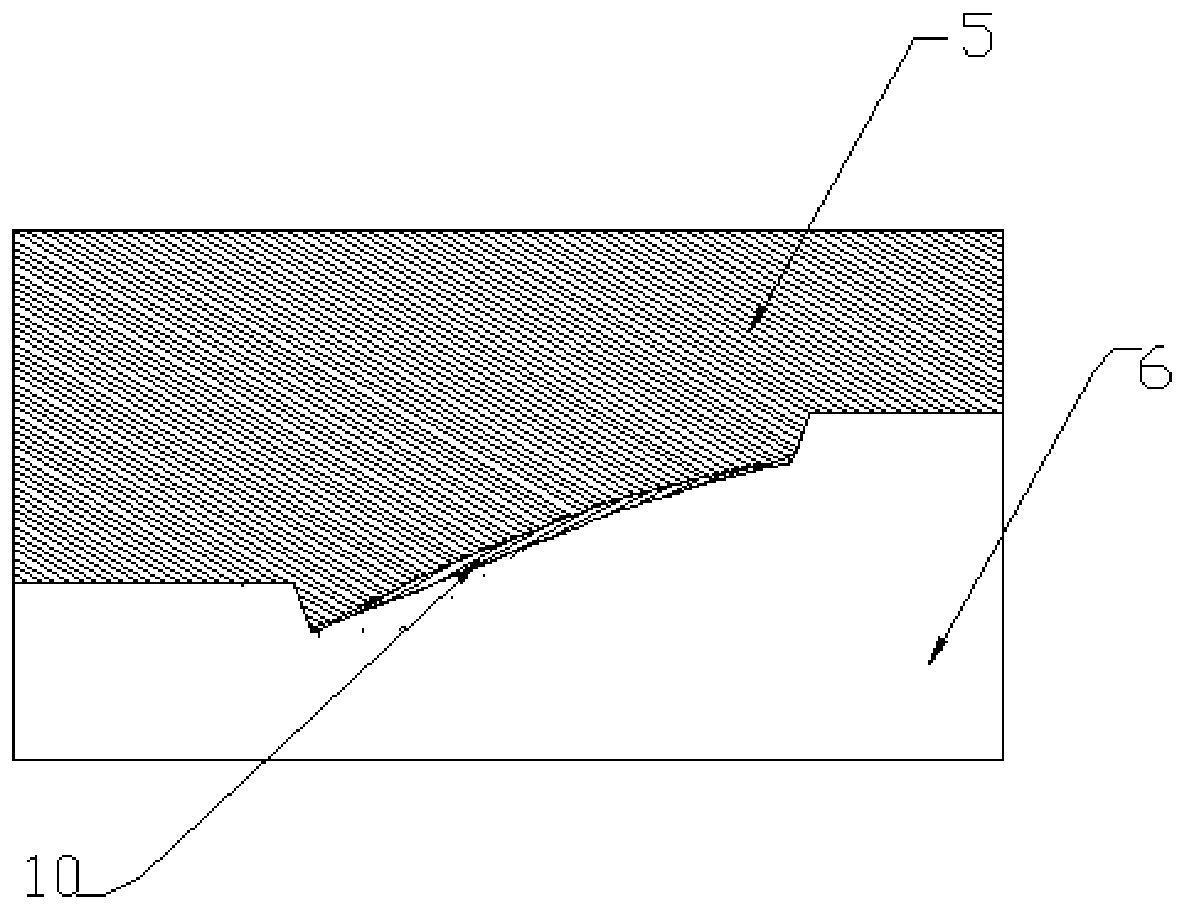
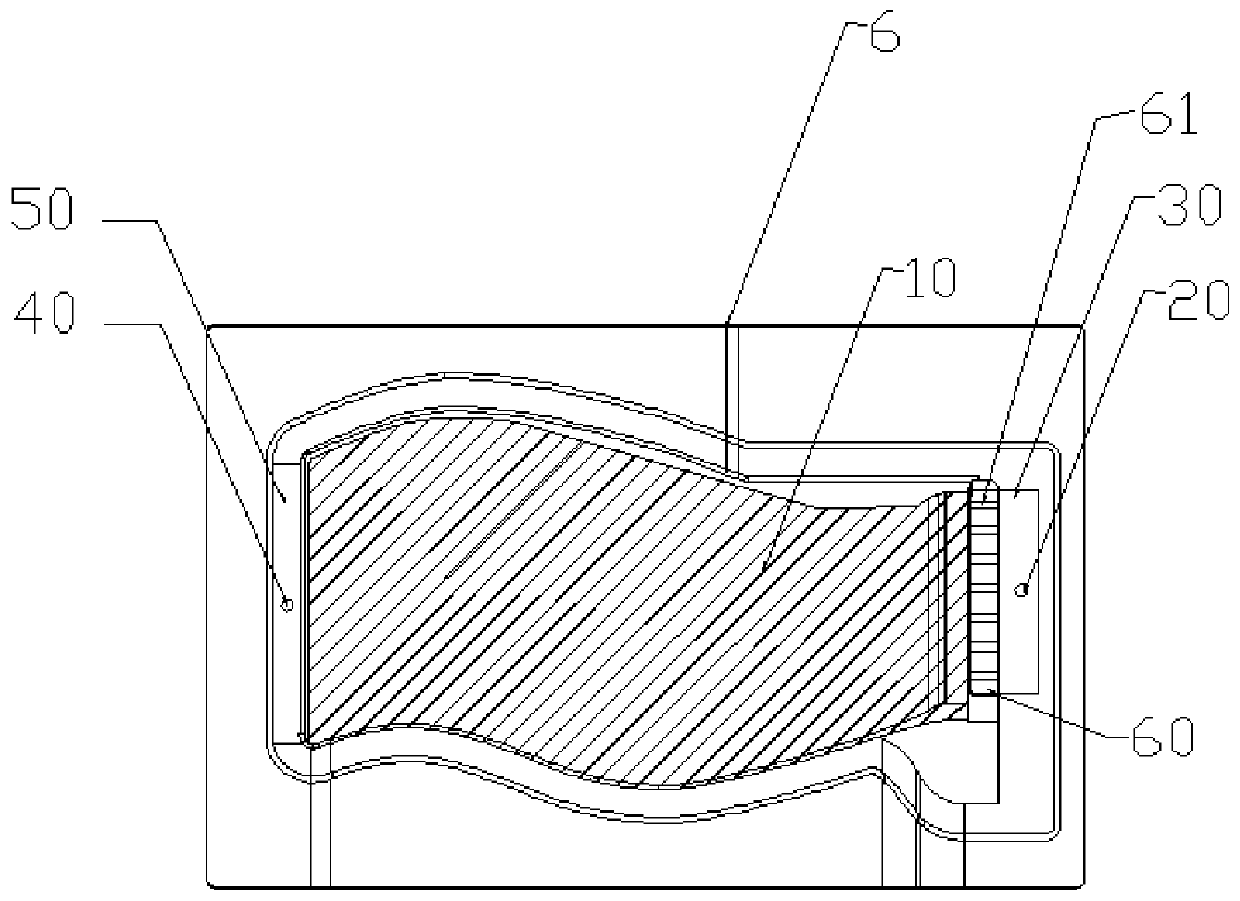
[0029] 1) The forming die 4 is processed from a metal blank, and the forming die 4 is composed of an upper half-mold 5 and a lower half-mold 6, wherein the upper half-mold 5 is a convex die, and the lower half-mold 6 is a concave die;
[0030] 2) At the front end of the lower half-mold 6, there are glue in...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Width | aaaaa | aaaaa |
| Depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More