

A high-performance die-casting forming method and product based on a two-plate die-casting machine
A die-casting, high-performance technology, applied in the field of metal parts manufacturing and processing, can solve the problems of lack of die-casting technology, unsuitable two-plate die-casting machine, etc., and achieve the effects of eliminating heat treatment defects, good sealing, and increasing booster specific pressure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0052] In this embodiment, a kind of ADC12 aluminum alloy automobile structure is die-cast. A series of preparations are carried out before die-casting, including two-plate die-casting machine equipment inspection, mold preheating (preheating temperature is 200°C), spraying a layer of release agent on the surface of the die-casting mold, aluminum alloy melting, aluminum liquid transportation, etc.
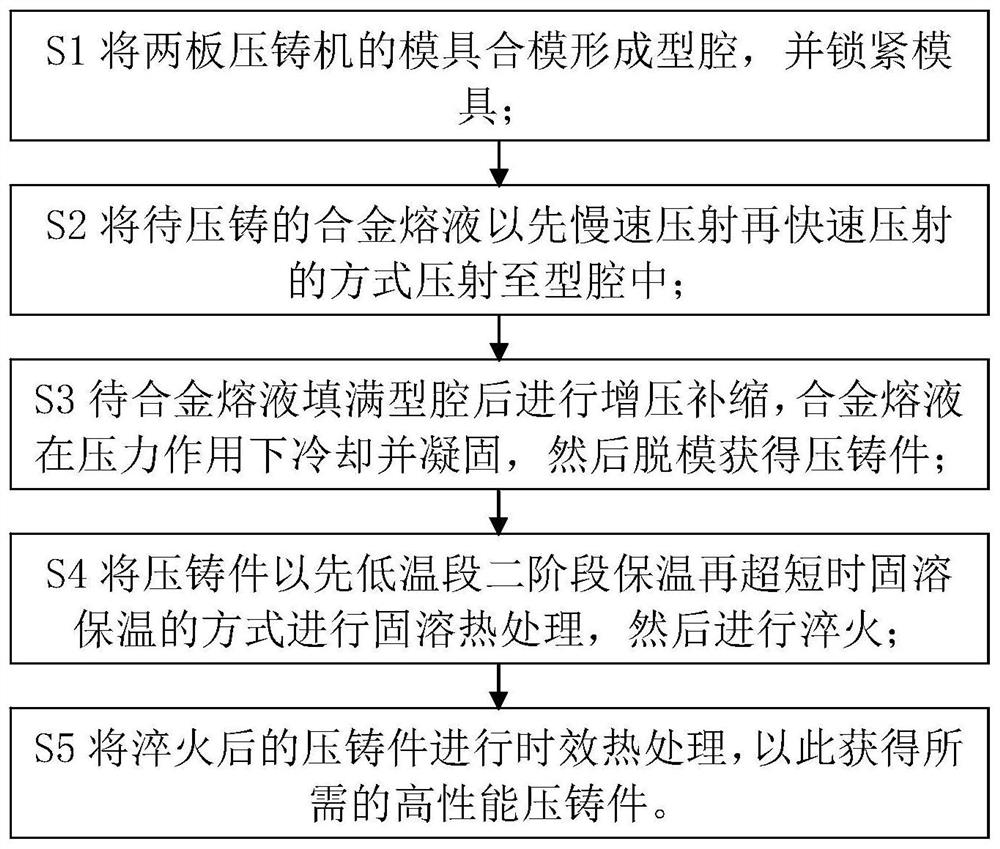
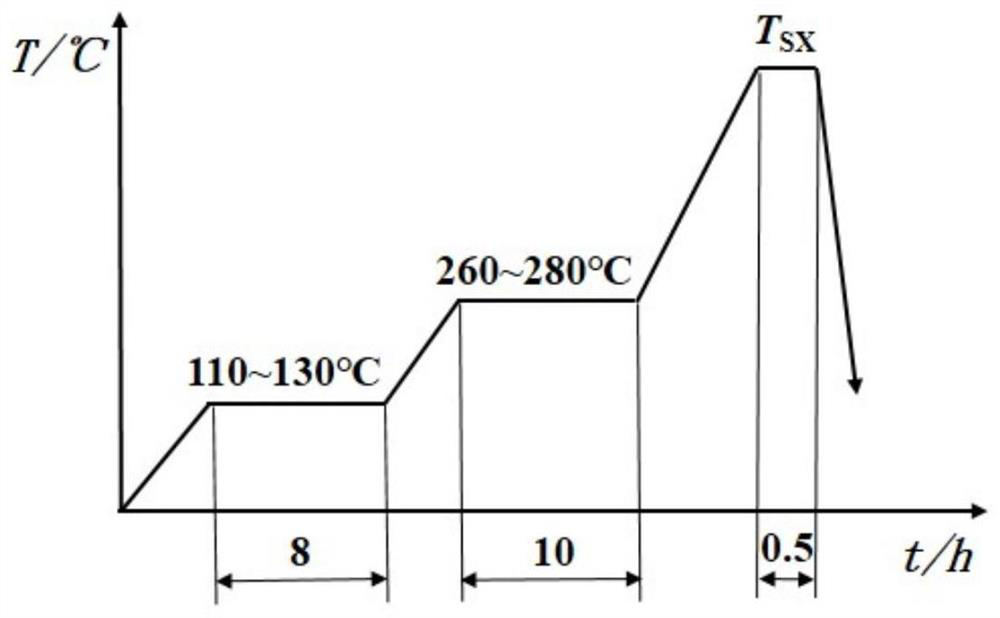
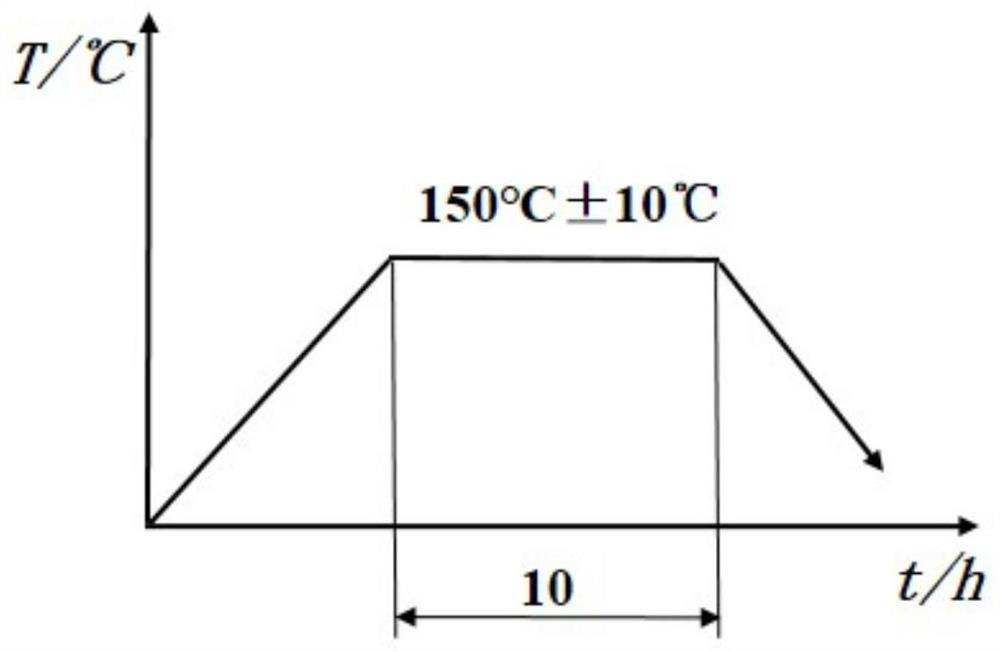
[0053] A die casting cycle and heat treatment process specifically includes the following steps:
[0054] Mold clamping and locking: contact the movable mold with the fixed mold to form a mold cavity, and use the follow-up locking mechanism of the two-plate die-casting machine to lock the mold;
[0055] Pouring and injection: Pour 680°C aluminum alloy melt into the barrel of the die-casting machine, and then use the punch to inject the aluminum hydraulic pressure into the mold cavity that has been preheated to 200°C. The injection process is as follows: It is slow injection, and t...
Embodiment 2
[0061] In this embodiment, a YL112 brand aluminum alloy automobile structural part is die-cast. A series of preparations are carried out before die-casting, including two-plate die-casting machine equipment inspection, mold preheating (preheating temperature is 200°C), spraying a layer of release agent on the surface of the die-casting mold, aluminum alloy melting, aluminum liquid transportation, etc.
[0062] A die casting cycle and heat treatment process specifically includes the following steps:
[0063] Mold clamping and locking: contact the movable mold with the fixed mold, close the mold to form a cavity, and use the follow-up locking mechanism of the two-plate die-casting machine to lock the mold;
[0064] Pouring and injection: Pour 680°C aluminum alloy melt into the barrel of the die-casting machine, and then use the injection punch to inject the aluminum hydraulic pressure into the mold cavity that has been preheated to 200°C. The injection process is specific The f...
Embodiment 3
[0070]In this embodiment, a kind of ADC6 brand aluminum alloy automotive structural part is die-cast. A series of preparations are carried out before die-casting, including two-plate die-casting machine equipment inspection, mold preheating (preheating temperature is 200°C), spraying a layer of release agent on the surface of the die-casting mold, aluminum alloy melting, aluminum liquid transportation, etc.
[0071] A die casting cycle and heat treatment process specifically includes the following steps:
[0072] Mold clamping and locking: contact the movable mold with the fixed mold to form a mold cavity, and use the follow-up locking mechanism of the two-plate die-casting machine to lock the mold;
[0073] Pouring and injection: Pour 680°C aluminum alloy melt into the barrel of the die-casting machine, and then use the injection punch to inject the aluminum hydraulic pressure into the mold cavity that has been preheated to 200°C. The injection process is specific The first ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More