

A vacuum preheating electron beam welding method for large thickness workpieces
An electron beam welding, large-thickness technology, applied in electron beam welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of difficult to control preheating temperature, high cold crack susceptibility, and decreased plastic toughness in the weld area. The effect of avoiding hardened structure, controllable preheating temperature and reducing cooling rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention will be described in further detail below with reference to the accompanying drawings and specific embodiments.
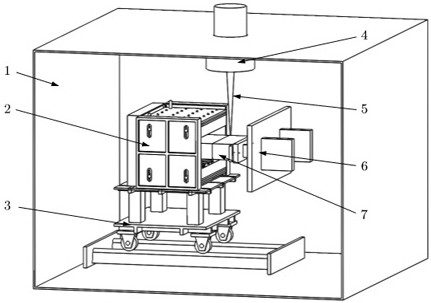
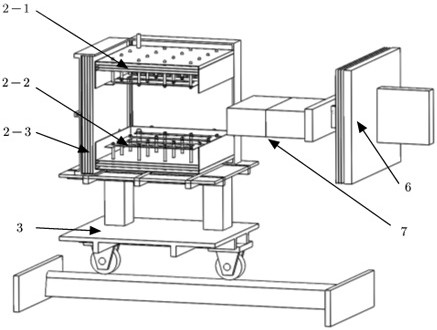
[0020] The invention provides a vacuum preheating electron beam welding method for workpieces with large thickness. The workpieces to be welded are high-strength alloys with a thickness of not less than 100 mm. The invention uses a preheating device to preheat the workpieces to be welded to a high temperature under vacuum conditions. state (50-1000℃), and then implement vacuum electron beam welding to avoid the tendency of cold cracking after welding of high-strength alloys (titanium, steel, etc.), and obtain welded joints with better matching of strength and toughness, and excellent comprehensive mechanical properties.
[0021] Figure 1-2 Shown is a vacuum preheating welding device used in the present invention, including: a vacuum chamber 1, a preheating device 2, a mobile platform 3, an electron beam welding machine 4, an electron g...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More