

Ultrahard-material special-shaped component tensioning positioning tool assembly and milling method
A technology of special-shaped components and superhard materials, applied in positioning devices, manufacturing tools, metal processing equipment, etc., can solve the problems of difficult to guarantee processing quality, weak rigidity, loss of accuracy of dimensional tolerances and geometric tolerances, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0068] A tensioning and positioning milling method for special-shaped members of superhard materials, comprising the following steps in sequence:
[0069] The first step, nesting;
[0070] The component blank is a round bar of Φ120*170mm, and the blank is processed into two parts symmetrically from the middle left and right by the wire cutting process, which can maximize the use of materials.
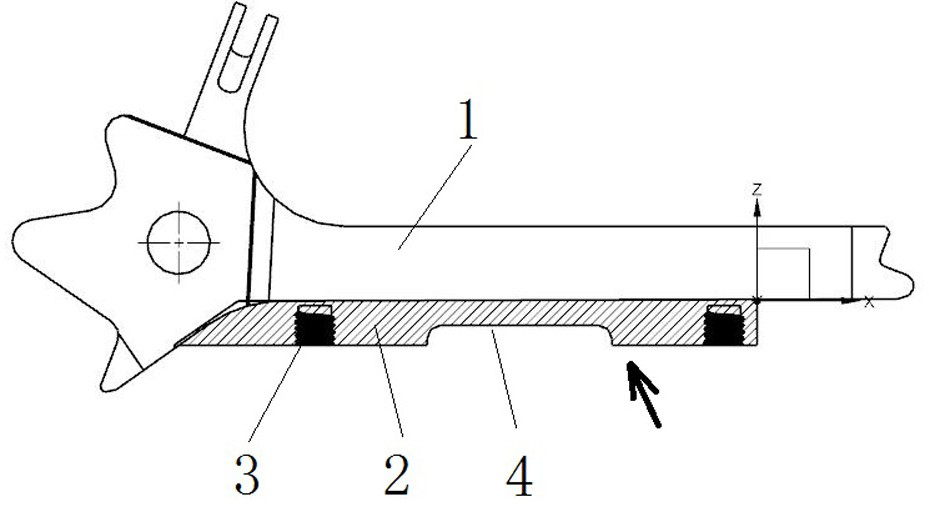
[0071] The second step, rough machining: rough machining the components according to the requirements of the process drawings;
[0072] The processing program is compiled by software programming, and the special-shaped component 1 is rough-machined according to the requirements of the process drawings, and the shape is made according to the drawing, with a 3mm allowance on one side, and a margin of clamping process steps is reserved on the special-shaped component during rough machining.
[0073] The third step is to process the boss: make a step for the clamping process reserved on th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More