Intelligent manufacturing control system for whole solar cell factory
A solar cell, intelligent manufacturing technology, applied in the direction of final product manufacturing, sustainable manufacturing/processing, circuits, etc., can solve the problems of labor, inconvenience, workshop beauty discount, etc., achieve easy standardized design, improve test efficiency, reduce line effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
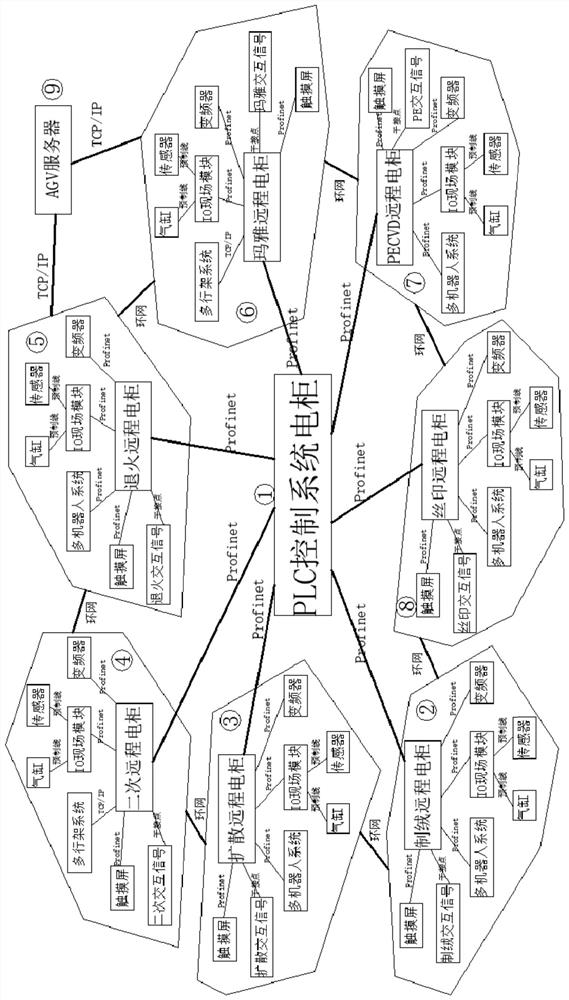
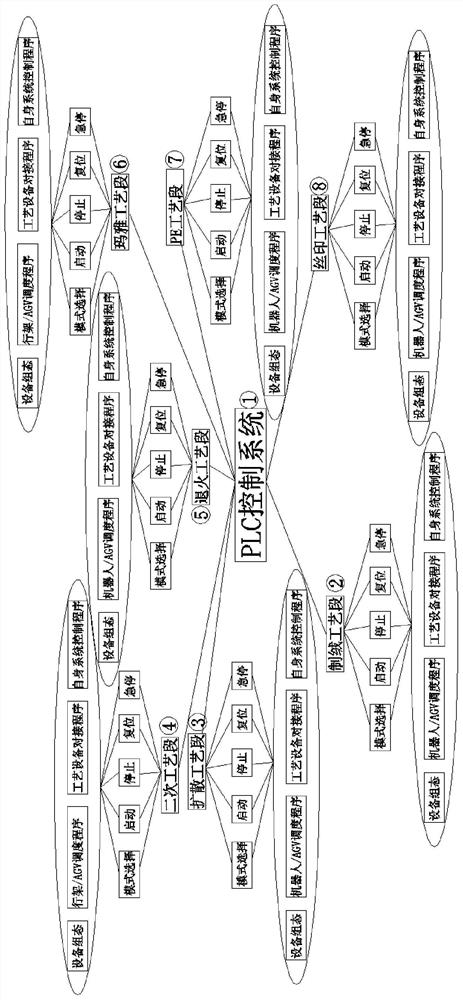
[0021] Such as figure 1 and figure 2 As shown, the solar battery whole factory intelligent manufacturing control system of this embodiment includes a control unit, an AGV unit and a plurality of control stations. Secondary cleaning control station, diffusion control station, Maya control station, PECVD control station and silk screen control station; each control station is an independent control station with independent power supply, and each control station is connected to each other and connected to the control unit to form a Ring network; the AGV unit is connected to the ring network, and the control unit controls the AGV trolley in the AGV unit to perform reclaiming and feeding operations between each process section. The ring network refers to the interconnection of the entire communication system to form a circle. When there is a disc...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



