

Machining method of three-layer clad steel plate
A processing method and layer compounding technology, which is applied in the processing field of three-layer composite steel plate, can solve the problems of affecting the airtightness of the seal, difficult connection, inability to adapt to the high temperature environment of the heating furnace, etc., and achieve the effect of eliminating waste products
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
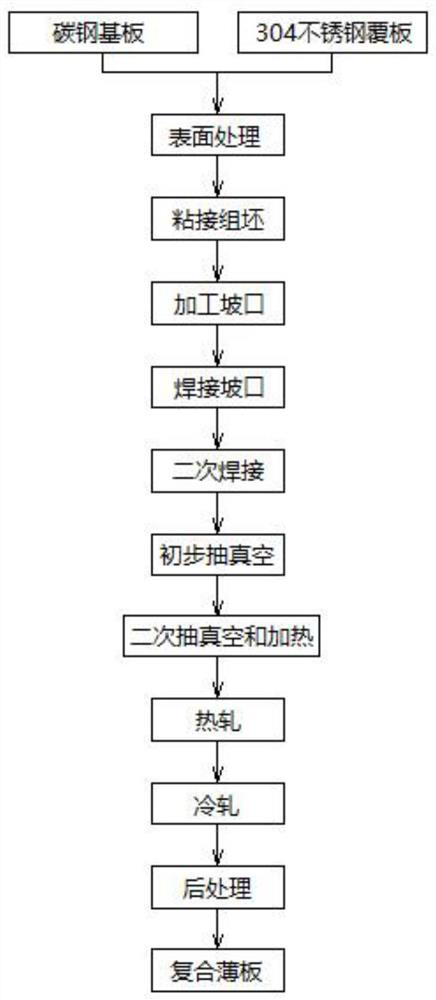
[0039] see figure 1 , one substrate is made of carbon steel plate, and the two cladding plates are made of stainless steel plate. The specific processing steps are as follows:
[0040] S1. Surface treatment: Surface treatment is carried out on the surface to be bonded of the substrate and the surface to be bonded of the cover plate, that is, the two sides of the substrate and one side of the cover plate respectively, and the surface to be bonded of the substrate and the surface to be bonded of the cover plate are removed. Sticky sand and scale.
[0041] Specifically, the substrate is sent into the shot blasting machine, and the shot blasting device of the shot blasting machine throws projectiles (steel balls) at high speed, impacts the two sides of the substrate respectively, and removes the sticky sand and scale on both sides until the surface is clean and free of rust. ; Send the cladding plate into the shot blasting machine, and the shot blaster of the shot blasting machin...
Embodiment 2
[0056] see figure 1 , one substrate is made of carbon steel plate, and the two cladding plates are made of stainless steel plate. The specific processing steps are as follows:
[0057] S1. Surface treatment: Surface treatment is carried out on the surface to be bonded of the substrate and the surface to be bonded of the cover plate, that is, the two sides of the substrate and one side of the cover plate respectively, and the surface to be bonded of the substrate and the surface to be bonded of the cover plate are removed. Sticky sand and scale.
[0058] Specifically, the substrate is sent into the shot blasting machine, and the shot blasting device of the shot blasting machine throws projectiles (steel balls) at high speed, impacts the two sides of the substrate respectively, and removes the sticky sand and scale on both sides until the surface is clean and free of rust. ; Send the cladding plate into the shot blasting machine, and the shot blaster of the shot blasting machin...
Embodiment 3
[0073] see figure 1 , one substrate is made of carbon steel plate, and the two cladding plates are made of stainless steel plate. The specific processing steps are as follows:
[0074] S1. Surface treatment: Surface treatment is carried out on the surface to be bonded of the substrate and the surface to be bonded of the cover plate, that is, the two sides of the substrate and one side of the cover plate respectively, and the surface to be bonded of the substrate and the surface to be bonded of the cover plate are removed. Sticky sand and scale.
[0075] Specifically, the substrate is sent into the shot blasting machine, and the shot blasting device of the shot blasting machine throws projectiles (steel balls) at high speed, impacts the two sides of the substrate respectively, and removes the sticky sand and scale on both sides until the surface is clean and free of rust. ; Send the cladding plate into the shot blasting machine, and the shot blaster of the shot blasting machine ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More