

Forming method for improving ablation and controlling deformation of special-shaped structure product
A molding method and special-shaped technology, which is applied in the field of composite materials, can solve the problems of product bonding quality, affecting bonding quality, and poor heat resistance of products.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0082] Embodiment 1, the manufacture of the heat-resistant layer of the special-shaped cabin section with Ω deformed cross-section
[0083] The specific operation is:
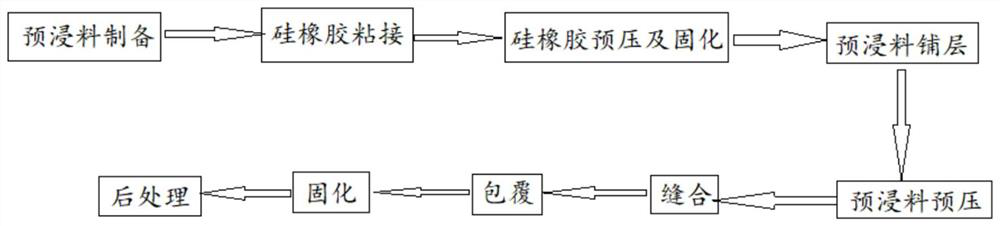
[0084] (1) Prepreg preparation
[0085] According to the size of the special-shaped cabin structure on the Ω deformed surface, 2.5D quartz fiber woven fabric with a thickness of 2mm is used, impregnated with a medium-temperature cured flexible phenolic resin, coated in quantitative partitions, baked at a low temperature of 20°C, and dried to form a prepreg;
[0086] (2) Silicone rubber bonding
[0087] According to the size of the structure of the special-shaped cabin section on the Ω deformation surface, after making holes on the surface of the flexible silicone rubber, apply GD414 adhesive, and bond the flexible silicone rubber to the surface of the metal body of the special-shaped cabin section on the Ω deformation surface;
[0088] (3) Silicone rubber preloading and curing
[0089] Carry out vacuum pre-c...
Embodiment 2
[0103] Embodiment 2, the manufacture of S-shaped cross-section special-shaped cabin heat-proof layer
[0104] The specific operation is:
[0105] (1) Prepreg preparation
[0106] According to the size of the S-shaped cross-section special-shaped cabin structure, 2.5D ceramic fiber woven fabric with a thickness of 2mm is used, impregnated with a medium-temperature curing flexible phenolic resin, coated in quantitative partitions, baked at a low temperature of 40°C, and dried to form a prepreg;
[0107] (2) Silicone rubber bonding
[0108]According to the size of the structure of the S-shaped cross-section special-shaped cabin, after making holes on the surface of the flexible silicone rubber, apply GD414 adhesive, and bond the flexible silicone rubber to the surface of the metal body of the S-shaped cross-section special-shaped cabin;
[0109] (3) Silicone rubber preloading and curing
[0110] Carry out vacuum pre-pressing for 24h under the vacuum degree of the silicone rubb...
Embodiment 3
[0124] Embodiment 3, the manufacture of U-shaped section special-shaped cabin
[0125] The specific operation is:
[0126] (1) Prepreg preparation
[0127] According to the size of the U-shaped cross-section special-shaped cabin structure, 2.5D glass fiber woven fabric with a thickness of 2mm is used, impregnated with a medium-temperature curing flexible phenolic resin, coated in quantitative partitions, baked at a low temperature of 50°C, and dried to form a prepreg;
[0128] (2) Silicone rubber bonding
[0129] According to the size of the U-shaped cross-section special-shaped cabin structure, after making holes on the surface of the flexible silicone rubber, apply GD414 adhesive, and bond the flexible silicone rubber to the surface of the metal body of the U-shaped cross-section special-shaped cabin;
[0130] (3) Silicone rubber preloading and curing
[0131] Carry out vacuum pre-pressing for 48h under the vacuum degree of the silicone rubber after bonding, trim the surf...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More