Preparation process of cool quick-drying composite fibers and fabric
A preparation process and composite fiber technology, applied in fiber treatment, fiber chemical characteristics, rayon manufacturing, etc., can solve the problems of decreased contact coolness and no improvement in quick-drying performance, so as to reduce water absorption and keep cool Sensitive properties, the effect of increasing the coolness of contact
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0028] The embodiment of the present invention first carries out the preparation of fiber cortex material:
[0029] In parts by mass, mix 84-89 parts of PA6 slices, 10-13 parts of jade powder, and preferably 1-3 parts of coupling agent, and add them into a twin-screw machine to melt at a temperature of 230-250°C. The rotating speed can be 100-130r / min. The above-mentioned nylon material in the molten state is extruded through the head of the wire drawing machine, and the extrusion temperature is preferably controlled at 210-220° C., and the head pressure of the wire drawing machine is 0.2-0.3 MPa. After the nylon filament is cooled by the cold water tank, it enters the granulator and cuts into granules. The speed of the granulator can be 140r / min, and the particle size is generally 3-6mm. The mass parts and process parameters within the scope of this application can meet the production requirements, and have little influence on the final fiber performance.
[0030] Among the...
Embodiment 1
[0054] 1. Preparation of fiber cortex material:
[0055] In parts by mass, mix 84-89 parts of PA6 slices, 10-13 parts of jade powder, and 1-3 parts of coupling agent evenly and add them to a twin-screw machine, melt at a temperature of 230-250°C, and the screw speed is 100-130r / min. The nylon material in the molten state is extruded through the head of the wire drawing machine, the extrusion temperature is controlled at 210-220°C, and the pressure of the head of the wire drawing machine is 0.2-0.3MPa. After the nylon filament is cooled by the cold water tank, it enters the granulator and cuts into granules. The speed of the granulator is 140r / min, and the particle size is 3-6mm.
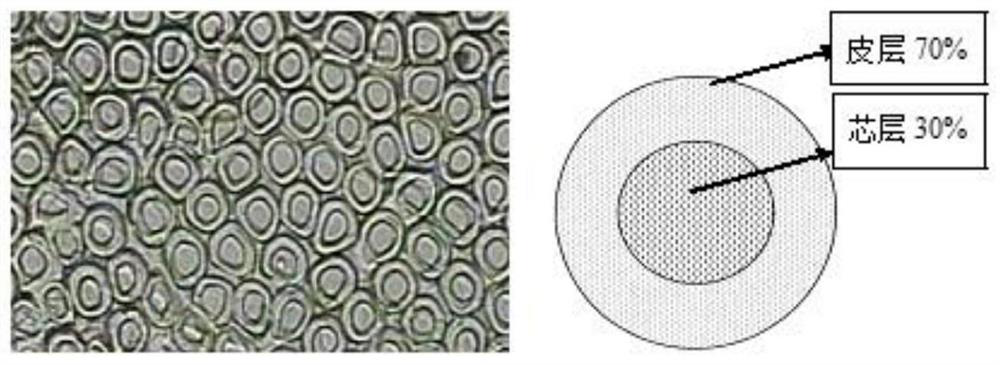
[0056] 2. Preparation of skin-core composite fiber:
[0057] 1) Add the fiber sheath material prepared above into the first screw extruder, melt and extrude it into a melt, then transport the melt to the spinning box, pass through the pre-filter, and evenly distribute it to the sheath core In com...
Embodiment 2
[0076] 1. Preparation of fiber cortex material:
[0077] In parts by mass, mix 84-89 parts of PA6 slices, 10-13 parts of jade powder, and 1-3 parts of coupling agent evenly and add them to a twin-screw machine, melt at a temperature of 230-250°C, and the screw speed is 100-130r / min. The nylon material in the molten state is extruded through the head of the wire drawing machine, the extrusion temperature is controlled at 210-220°C, and the pressure of the head of the wire drawing machine is 0.2-0.3MPa. After the nylon filament is cooled by the cold water tank, it enters the granulator and cuts into granules. The speed of the granulator is 140r / min, and the particle size is 3-6mm.
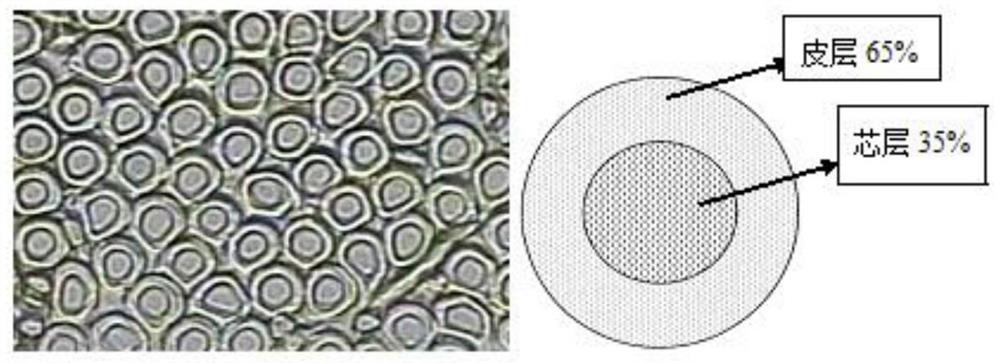
[0078] 2. Preparation of skin-core composite fiber:
[0079]1) Add the fiber sheath material prepared above into the first screw extruder, melt and extrude it into a melt, then transport the melt to the spinning box, pass through the pre-filter, and evenly distribute it to the sheath core In comp...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More