

Efficient lead-acid storage battery cast-welding production process
A high-efficiency lead-acid, production process technology, applied in lead-acid batteries, lead-acid battery construction, manufacturing tools, etc., can solve problems such as low production efficiency of production lines
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
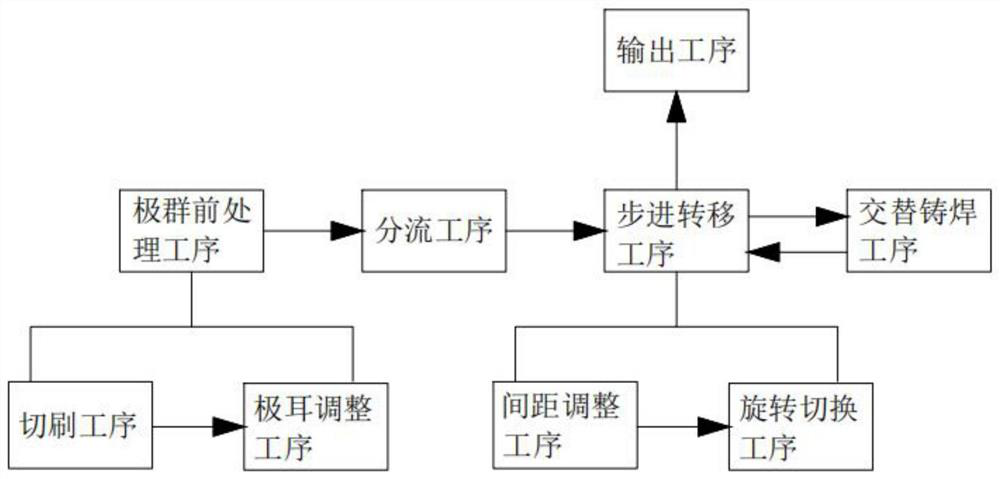
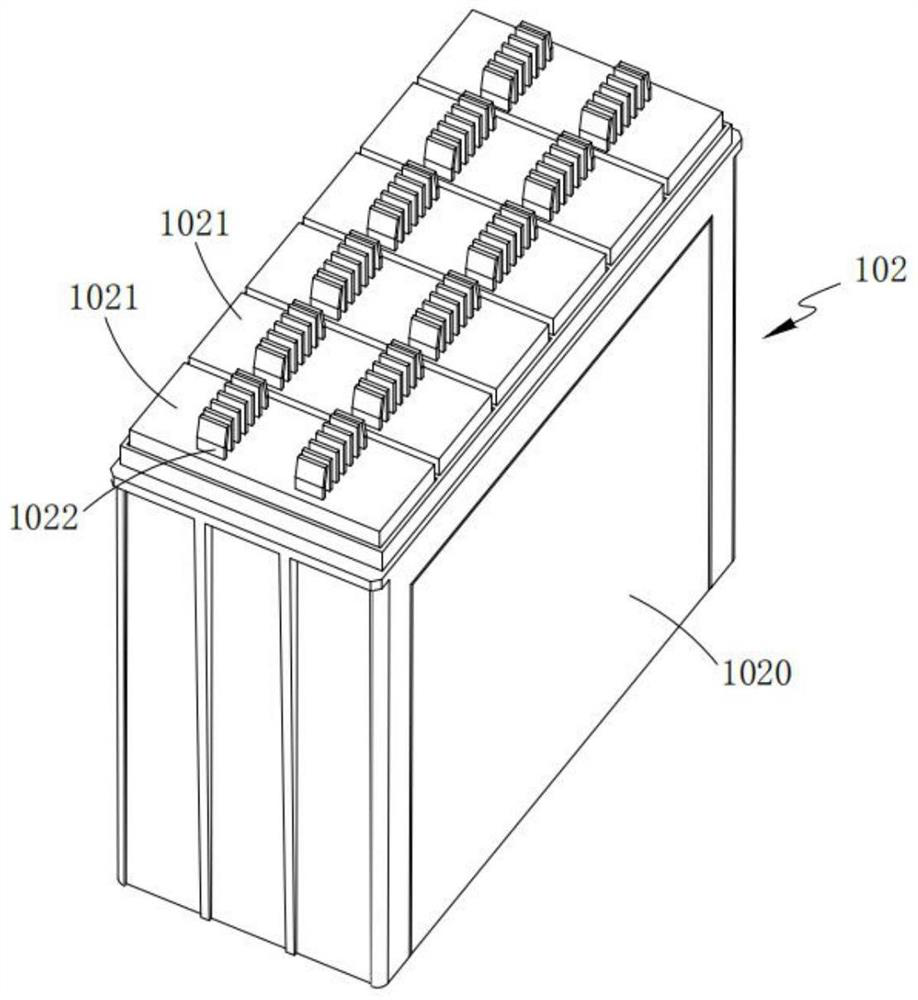
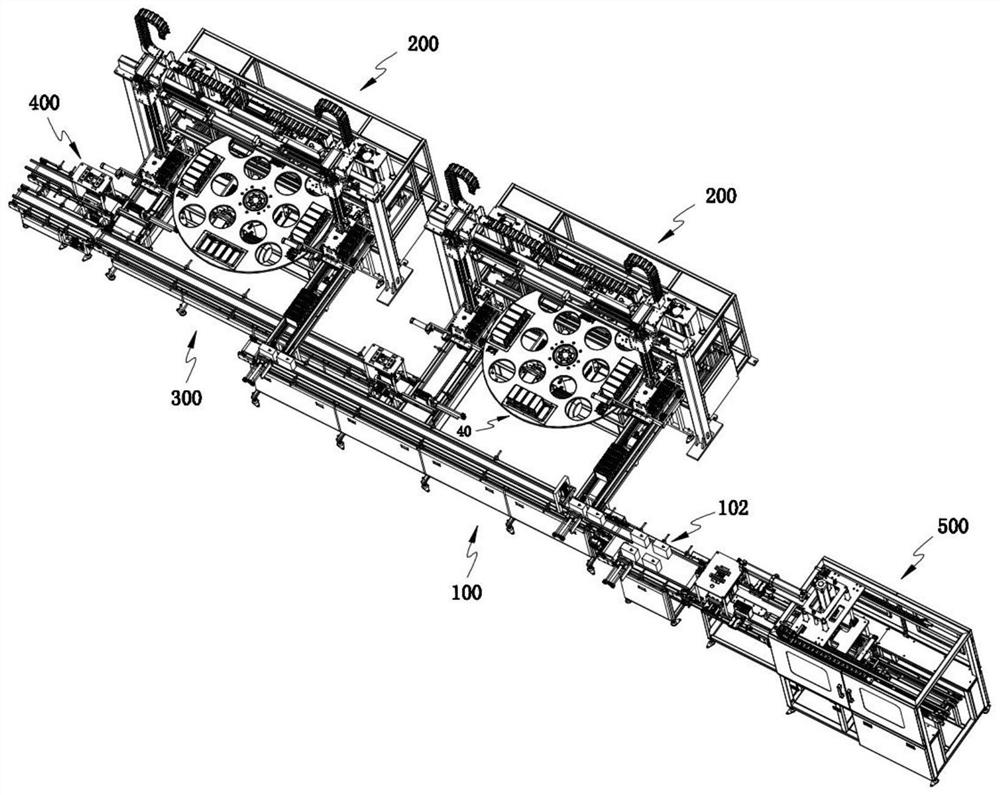
[0076] Such as figure 1 , 2 , Shown in 3, a kind of high-efficiency lead-acid battery casting welding production process is characterized in that, comprises the following steps:
[0077] S1, the diversion process, the lead-acid battery is automatically forwarded by the feed conveying system 100, a plurality of casting and welding production systems 200 are arranged on the side of the feed conveying system 100, and a diversion mechanism 9 is set on the feed conveying system 100 to drive single or multiple A storage battery 102 is a group of streams to its corresponding casting and welding production system 200;
[0078] S2, alternate casting and welding process. The casting and welding production system 200 includes a casting and welding mechanism 10, a plurality of sets of lead leaching mechanisms 20 and one-to-one correspondence with the said lead immersion mechanism 20 and can be installed between the casting and welding mechanism 10 and each corresponding lead immersion me...
Embodiment 2
[0094] Such as Figure 4 As shown, a lead-acid battery casting and welding production line includes a feed conveying system 100 and at least one group of casting and welding production systems 200 distributed along the conveying direction of the feed conveying system 100; during work, the feed conveying The system 100 distributes the storage batteries 102 in groups to each casting and welding production system 200 for casting and welding;
[0095] Such as Figure 2-3 As shown, the casting and welding production system 200 includes a casting and welding station 202, and the casting and welding station 202 is provided with a casting and welding mechanism 10, a plurality of sets of lead dipping mechanisms 20 arranged on the side of the casting and welding mechanism 10, and a plurality of sets of The casting mold 30 provided in one-to-one correspondence with the lead immersion mechanism 20 and the transfer unit 50 that transfers the casting mold 30 between the casting mechanism 1...
Embodiment 3
[0142] For the sake of brevity, only the difference between Embodiment 3 and Embodiment 2 is described below; the difference between this Embodiment 3 and Embodiment 2 is:
[0143] Preferably, the rotating mechanism 11 is configured as a disc structure 111, and N bearing positions 12 for receiving the battery pack 101 are arranged equidistantly along the circumferential direction on the disc structure 111. The disc structure 111 per turn
[0144] Preferably, N=4.
[0145] In this example, if Figure 4 As shown, the disc structure 111 is equidistantly arranged with four bearing positions 12 along the circumferential direction. During operation, the disc structure 111 cooperates with the rhythm of casting and welding, and rotates 90° each time, so that three of the bearing positions 12 are respectively Correspondingly transfer to the loading station 201 , casting and welding station 202 and unloading station 203 .
[0146] In addition, in this embodiment, N can also be a na...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More