
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for preparing CT bulb tube rotor copper sleeve through combination of vacuum diffusion welding and vacuum brazing
A technology of vacuum diffusion welding and rotor copper, which is applied in welding equipment, manufacturing tools, metal processing equipment, etc., can solve the problems that copper sleeves cannot be realized, have many pores and gaps, and are prone to oxidation, so as to avoid the phenomenon of convex and concave , high degree of fit, and the effect of improving wettability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] Vacuum diffusion welding combined with vacuum brazing prepares the method for CT ball tube rotor copper sleeve, comprising the following steps:
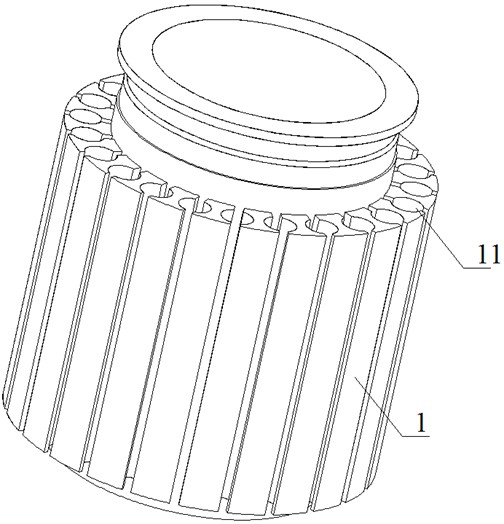
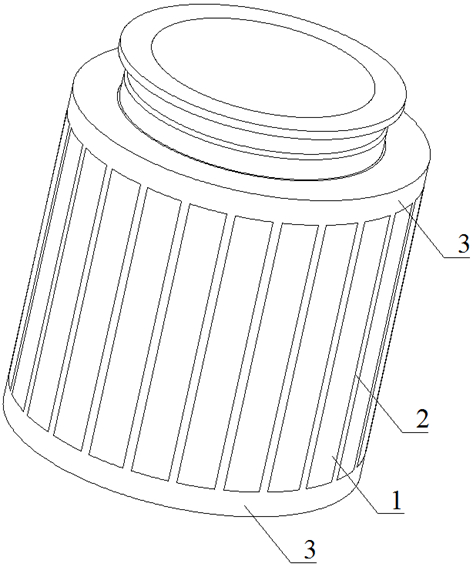
[0037] S1. Surface treatment: The carbon steel substrate 1 and several copper guide bars 2 are sequentially polished by pickling, alkali washing and metallographic sandpaper to remove surface grease and oxides, and the copper guide bars 2 are ultrasonically electroplated with silver, and the thickness of the silver coating is 0.2 mm, obtain the copper guide bar 2 after electroplating; the material of the carbon steel substrate 1 is 15# carbon steel, and the material of the copper guide bar 2 is T2 copper;
[0038]S2. Vacuum diffusion welding: Insert the electroplated copper guide bars 2 into the radial fixing grooves 11 of the carbon steel substrate 1 one by one, then put the carbon steel substrate 1 into the vacuum power generation plasma equipment, and adopt the pulse current power generation method, Among them, the base val...
Embodiment 2
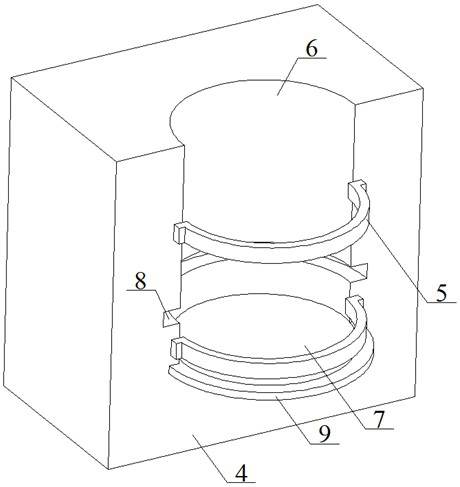
[0047] This embodiment is basically the same as Embodiment 1, except that the fixture includes a graphite substrate 4 and a fixing ring 5 for fixing the rotor. There is a turntable 7, and an annular groove 8 is provided on the surface of the graphite substrate 4 located in the lower part of the placement groove 6. The annular groove 8 corresponds to the brazing position of the carbon steel substrate 1 and the copper end ring 3. The fixed rings 5 are two groups and are respectively located in the ring On the upper and lower sides of the groove 8, a protruding ring 9 is provided on the outer circumference of the turntable 7, and a groove connected to the protruding ring 9 is provided inside the graphite substrate 4 in rotation.
Embodiment 3
[0049] This embodiment is basically the same as Embodiment 1, the difference lies in that the pre-set brazing material process parameters in vacuum brazing are different.
[0050] S3-1. Preset brazing material: evenly lay sheet-shaped brazing filler metal at the end of carbon steel substrate 1 after vacuum diffusion welding, and lay a thin pure aluminum sheet with the same area on the top of the sheet-shaped brazing filler metal. The middle layer auxiliary material is laid on the top, and the sheet solder with the same area as the thin pure aluminum sheet is laid on the middle layer auxiliary material; the composition and content of the sheet solder are Ag 87.5wt%, In 6wt%, Cu 4wt%, Cd 2.5wt %, the thickness of the sheet solder is 0.5mm, the thickness of the pure thin aluminum sheet is 60μm, and the auxiliary material of the middle layer is superfine WO 3 Nanowires.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com