
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Steel wheel heat treatment system and method
A heat treatment system and heat treatment method technology, applied in the field of steel wheel heat treatment system, can solve the problems of quenching medium pollution, wheel deformation, affecting quenching and heat preservation effects, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] Below, the specific structure and layout of the steel wheel heat treatment system of the present application will be described in detail with reference to the accompanying drawings.
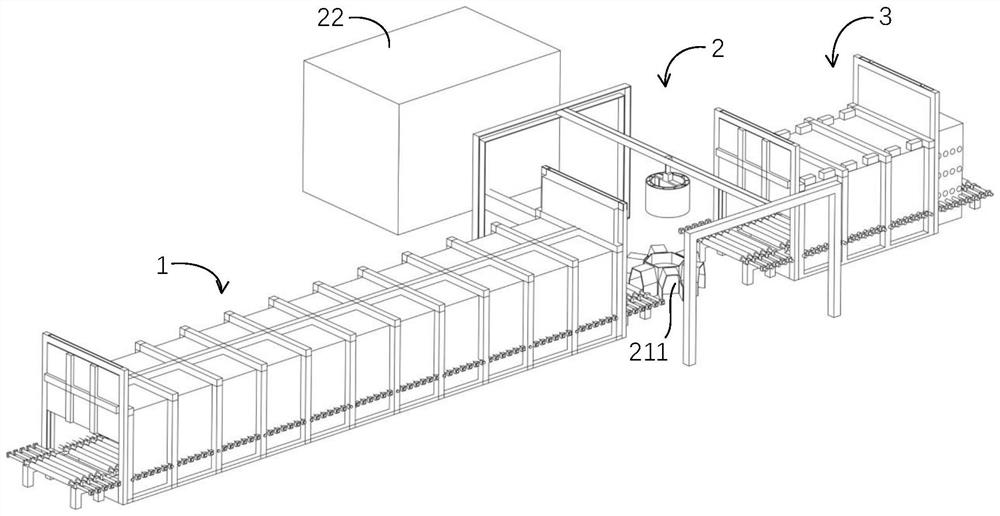
[0032] figure 1 It is a schematic diagram of the distribution of the steel wheel heat treatment system of the present application. Such as figure 1 As shown, the steel wheel heat treatment system of the present application includes: the first heating furnace 1 (roller hearth heating furnace in the figure, can also adopt forms such as walking heating furnace), cooling device 2, second heating furnace 3 (figure The middle is a roller hearth heating furnace, and a walking heating furnace can also be used) in three parts. Among them, the first heating furnace 1 is used to heat the steel wheel, so that the inner structure of the steel wheel is completely transformed into austenite; The steel wheel is uniformly cooled by a controllable jet flow, so that the cooling rate of each part of the st...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com