

Laser wire filling welding method for medium-thickness plate aluminum/steel dissimilar metal
A technology of dissimilar metals and laser wire filling, applied in laser welding equipment, metal processing, welding equipment, etc., can solve the problems of difficulty in meeting the welding requirements of aluminum/steel dissimilar metals in medium and thick plates, high reflectivity, softening of joints, etc. It is beneficial to control the interface reaction, increase the strength, and improve the distribution of the temperature field
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] In order to clearly illustrate the technical characteristics of this solution, the following will describe this solution through specific implementation modes and in conjunction with the accompanying drawings.
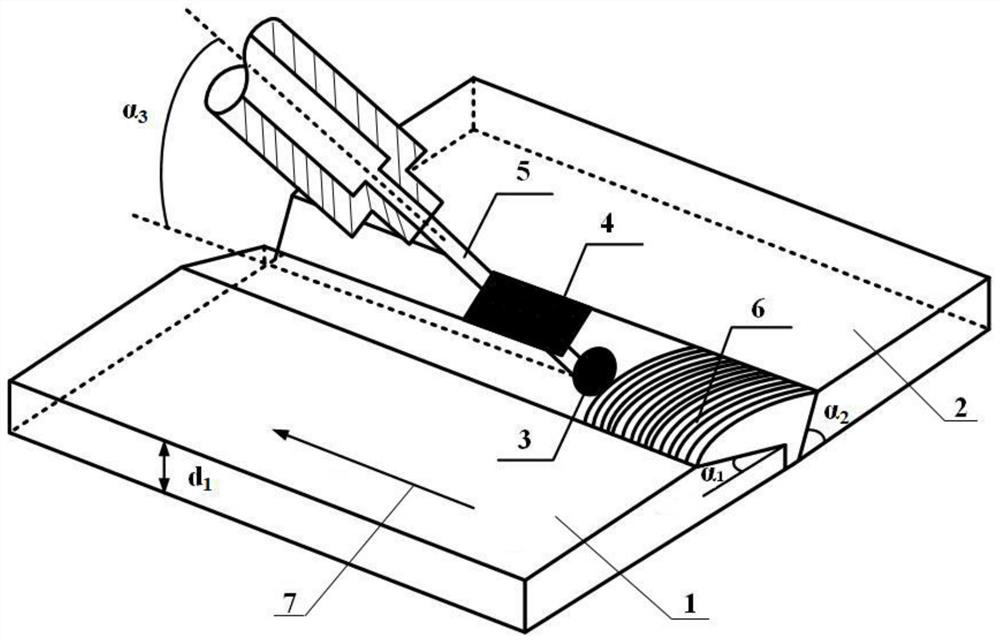
[0044] A method for laser wire-filling welding of aluminum / steel dissimilar metals in medium and thick plates, which includes the following steps.
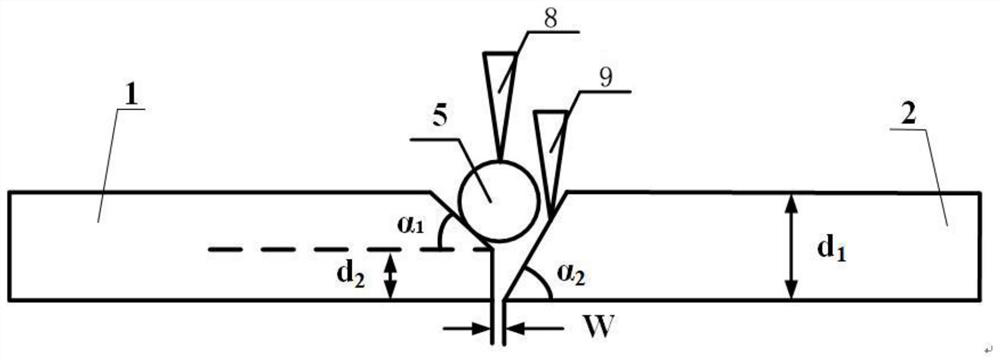
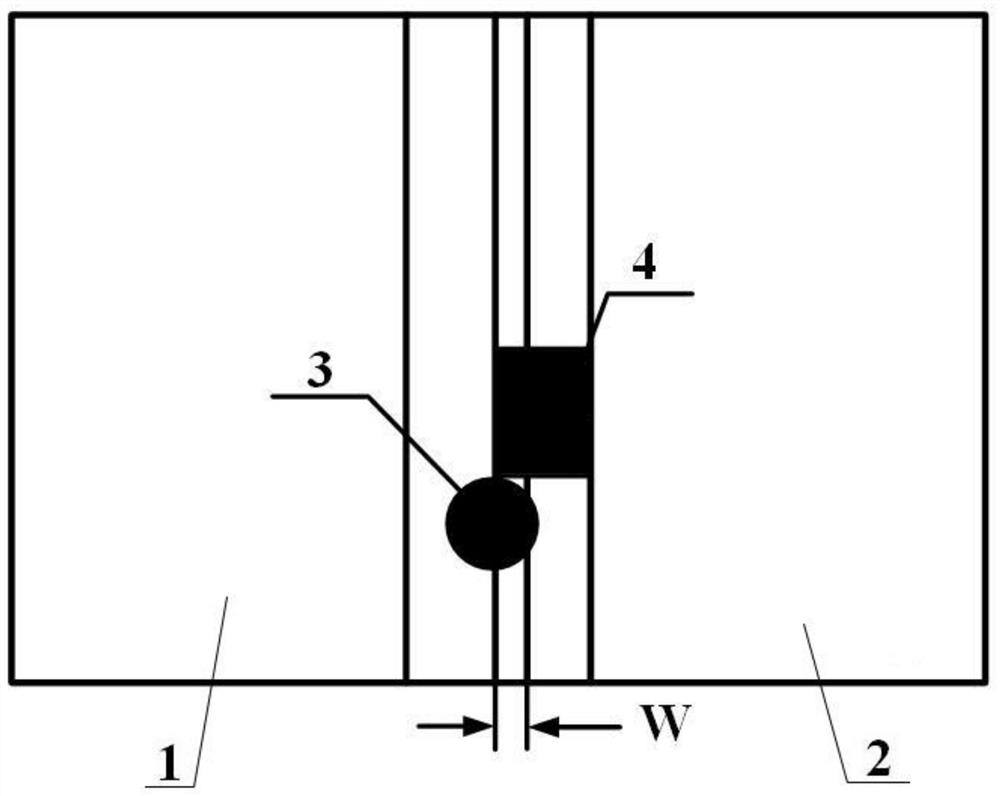
[0045] (1) Make a Y-shaped groove and a V-shaped groove on the aluminum plate 1 and steel plate 2 to be welded with the same thickness, and perform deep cleaning on the Y-shaped groove, V-shaped groove, and the upper and lower surfaces of the aluminum plate 1 and steel plate 2.
[0046] The thickness d of the steel plate and aluminum plate 1 3-10mm, the angle α of the Y-shaped groove on the side of the aluminum plate 1 The value range of is 45°~60°, and the remaining plate thickness d at the bottom of the Y-shaped groove 2 for d 1 50% of the preferred steel and aluminum thickness d 1 6mm, the remaining plate thi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More