

A kind of inclined hole laser cutting method and cutting device
A technology of laser cutting and inclined holes, which is applied in the field of plate processing, can solve problems such as deformation and uneven cooling of plates, and achieve the effect of increasing heat transfer coefficient, reducing recasting layer and heat-affected zone, and improving uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
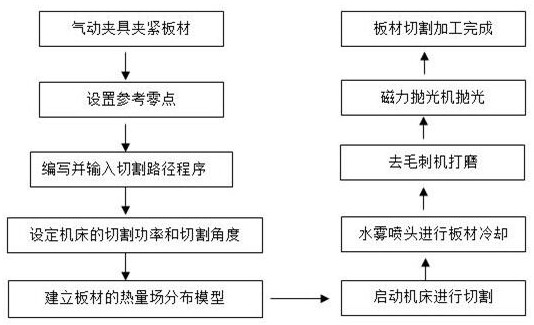
[0052] Taking 1.5mm stainless steel X6Cr17 as an example, the laser direction is 90° vertical to the plate. Place the stainless steel plate on the pneumatic clamp, tighten the pneumatic clamp, move the cutting head of the machine tool to the zero position, close the machine tool protection door, set the machine parameters, cutting power 3500W, cutting speed 20m / min, focus position -1.5mm, frequency 5000KHz, Gas pressure 1.8MPa. Running the cutting program, the machine tool runs according to the set program path, and the program controls the laser light-emitting and light-off during the cutting path. The cutting direction is perpendicular to the sheet. There is no burr at the laser outlet of the cut sample, and the cutting edge is smooth.
Embodiment 2
[0054] Taking 1.5mm stainless steel X6Cr17 as an example, the laser direction is at an angle of 80° to the plate, that is, the cutting head is inclined 10°. Place the stainless steel plate on the pneumatic fixture, tighten the pneumatic fixture, move the cutting head of the machine tool to the zero position, close the machine tool protective door, set the machine parameters, cutting power 3500W, cutting speed 15m / min, focus position -1.5mm, frequency 5000KHz, Gas pressure 1.8MPa. Running the cutting program, the machine tool runs according to the set program path, and the program controls the laser light-emitting and light-off during the cutting path. The cutting direction is an angle of 10° with the plate. There is no burr at the laser outlet of the cut sample, and the cutting edge is smooth.
Embodiment 3
[0056] Taking 1.5mm stainless steel X6Cr17 as an example, the laser direction is at an angle of 70° with the plate, that is, the cutting head is inclined 20°. Place the stainless steel plate on the pneumatic clamp, tighten the pneumatic clamp, move the cutting head of the machine tool to the zero position, close the machine protection door, set the machine parameters, cutting power 3500W, cutting speed 10m / min, focus position -1.5mm, frequency 5000KHz, Gas pressure 1.8MPa. Running the cutting program, the machine tool runs according to the set program path, and the program controls the laser light-emitting and light-off during the cutting path. The angle between the cutting direction and the plate is 20°. There is no burr at the laser outlet of the cut sample, and the cutting edge is smooth.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More