Welding method suitable for easy-to-oxidize alloy thin-walled tube
A welding method and technology for thin-walled pipes, applied in welding equipment, applications, metal processing, etc., can solve problems such as stress concentration, and achieve the effects of reducing stress concentration, increasing weld area, and improving welding quality and efficiency.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
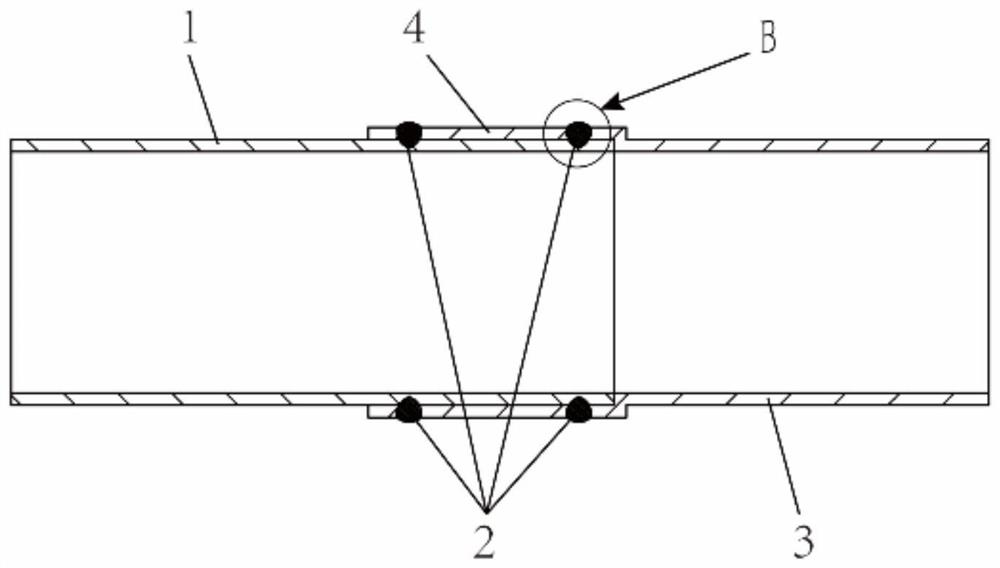
[0055] In this embodiment, for the connection of two pipe sections with the same pipe diameter, only any one of the pipe sections is expanded in parallel, and after cleaning, circular seam self-fluxing welding is performed on the basis of assembly and connection.
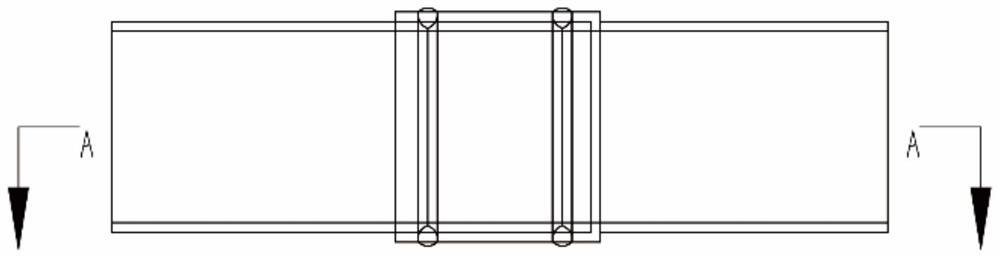
[0056] Such as Figure 2-4 As shown, the pipe diameters of the first pipe section 1 and the second pipe section 3 are both 10 mm, and the wall thickness is 1 mm; the first pipe section 1 and the second pipe section 3 are butt welded, specifically according to the following steps:
[0057] Step 1: Perform a parallel flaring process on the 10mm-long connection end of the second pipe section 3 to form a parallel flaring portion 4, the inner diameter of which is 11mm.
[0058] Step 2: Use stainless steel silk to carefully polish the area within 20mm of the connecting end of the first pipe section 1, and the parallel flared part 4 of the second pipe section 3 and the area within 20mm near it, and then use alcohol or acet...
Embodiment 2
[0062] In this embodiment, for the connection of two pipe sections with similar pipe diameters, the flaring-shrinking process is used for cleaning, and then the circular seam is self-fluxing welded on the basis of the assembly connection.
[0063] Such as Figure 5-7 As shown, the pipe diameter of the third pipe section 5 is 8 mm, and the wall thickness is 1 mm; the pipe diameter of the fourth pipe section 9 is 10 mm, and the wall thickness is 1 mm. Butt welding the third pipe section 5 and the fourth pipe section 9 is carried out according to the following steps:
[0064] Step 1: Perform a tapered necking process with a taper of 5:1 on the 15 mm length section of the end of the third pipe section 5 with a pipe diameter of 10 mm to form a tapered necking part 6;
[0065] A taper flaring process with a taper of 5:1 is performed on the 15 mm length section at the end of the fourth pipe section 9 with a pipe diameter of 8 mm to form a taper flaring portion 8 .
[0066] Step 2: ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com