

Forming method of deep-cavity thin-wall metal component with extremely small fillet radius
A technology of fillet radius and metal components, which is applied in the field of forming thin-walled metal components with extremely small fillet radii and deep cavities, can solve the problems of uneven stress on the blank, insufficient accuracy of local fillet dimensions, and failure to form, etc., to achieve Reduce the uneven and unreasonable material flow, solve the uneven and unreasonable wall thickness distribution, and reduce the effect of mold processing accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
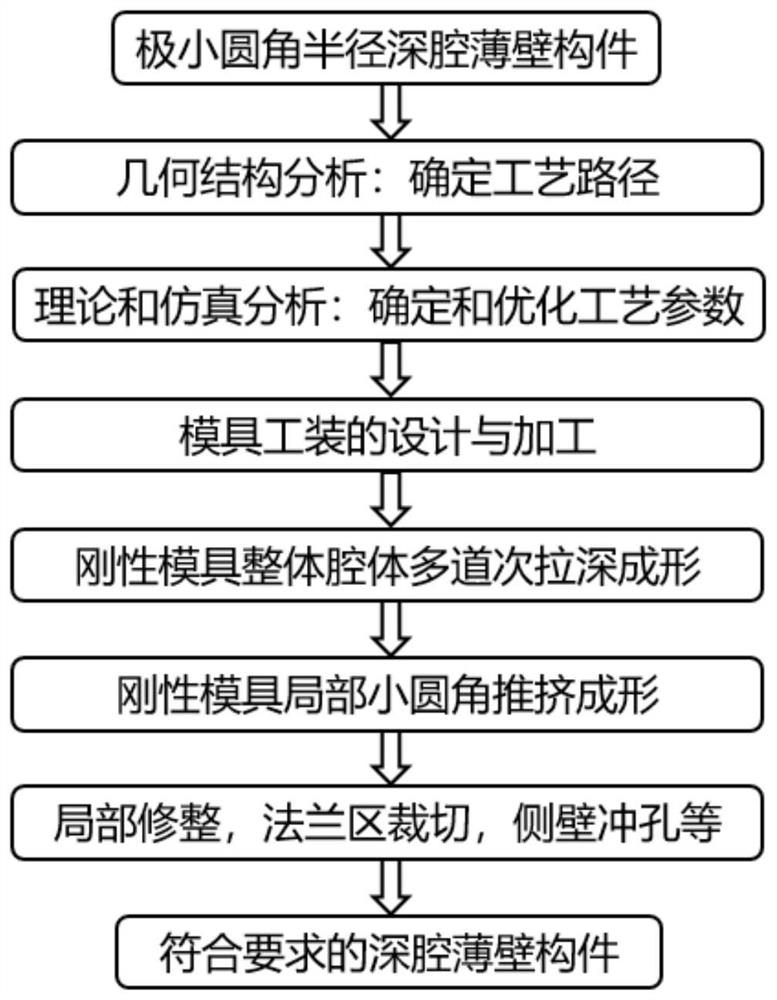
[0030] Example 1: Combining figure 1 , figure 2 , image 3 , Figure 4, Figure 5, Image 6 Illustrate the forming method of extremely small fillet radius deep cavity thin-walled metal member of the present invention, this method is to carry out according to the following steps:
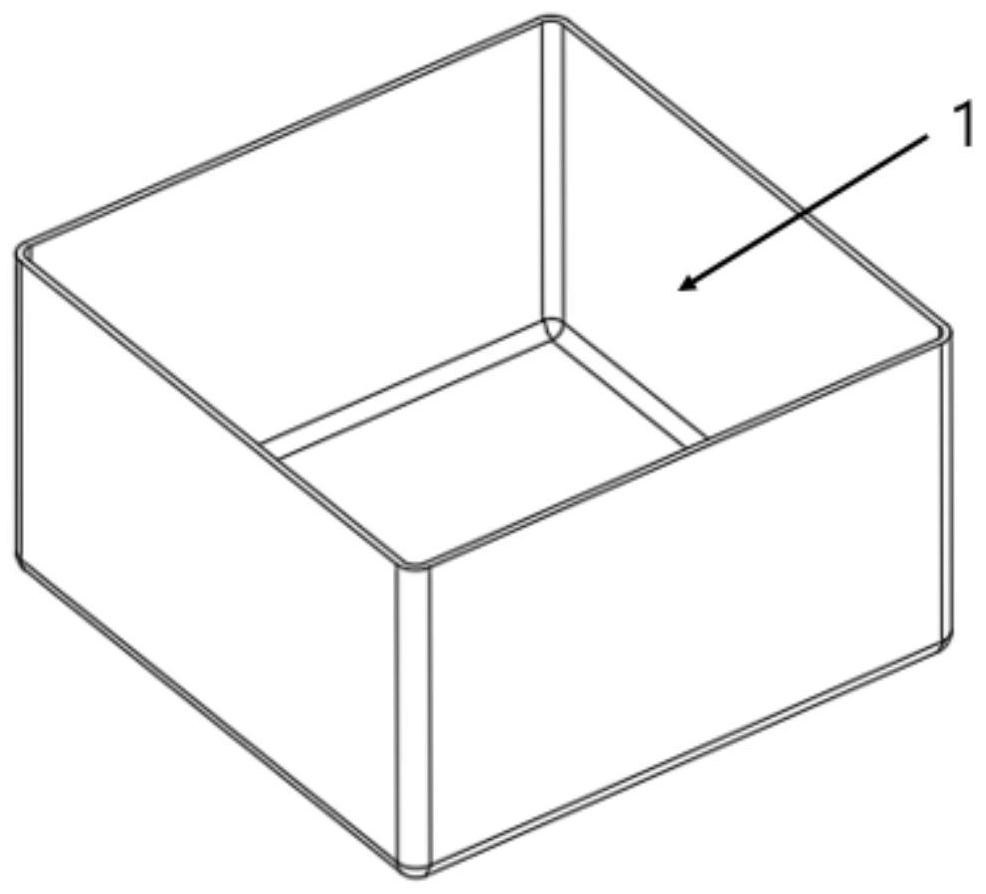
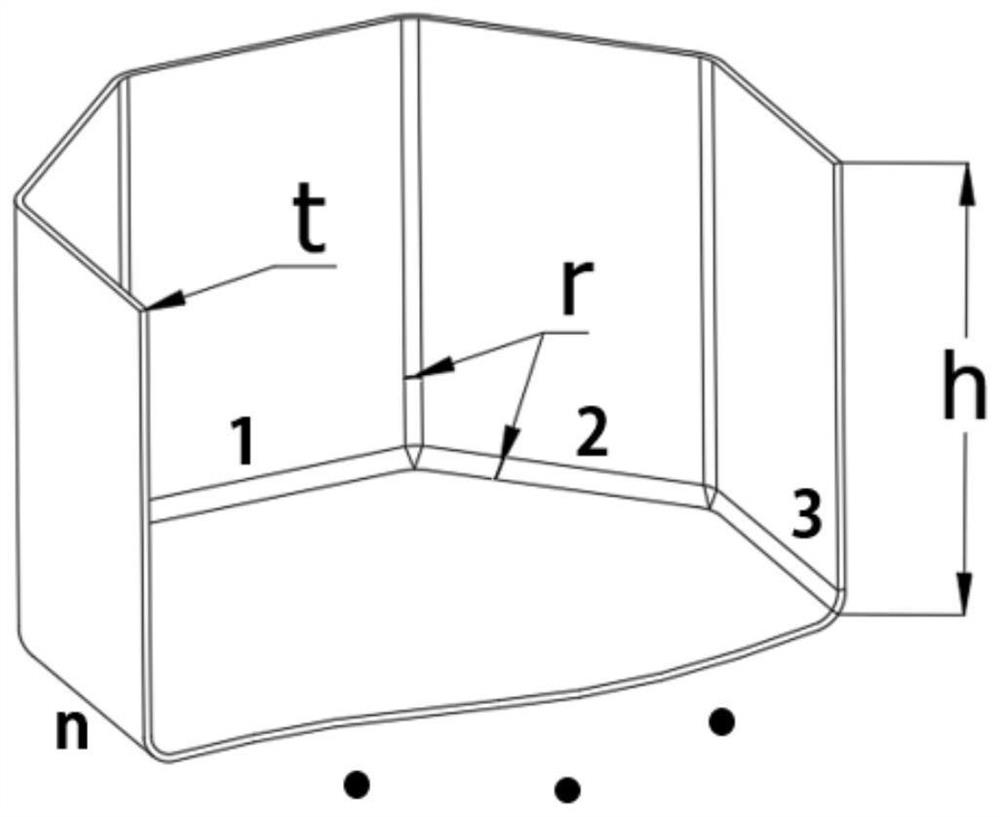
[0031] Step 1. Geometric analysis and process route determination of thin-walled components: if Image 6 As shown, it is the part given in the example. The cavity depth of the part is 100mm, the wall thickness is 2.5mm, and the fillet radius of the transition small fillet is 5mm, which is a typical deep cavity thin-walled metal component with a very small fillet radius. The diameter-thickness ratio of the small fillet of this component is 2, and it is difficult to form it only by deep drawing. It is determined that the forming process of the overall cavity is rigid mold multi-pass deep drawing, and the forming process of local small fillet is rigid mold push forming. .
[0032] Step 2. Formulatio...
Embodiment 2
[0038] Embodiment 2: In conjunction with Fig. 5, in step 1 to step 5, geometric analysis can be carried out for different materials or different parts with different cross-sectional shapes, grasping the factor that the circumference of the cross-section remains unchanged before and after pushing, that is, in During the pushing process, only the shape changes but no compression occurs, and the straight wall section does not change. The deformation is mainly concentrated in the rounded corner area. According to the cross-sectional shape of the specific component, establish a theoretical model to coordinate the relationship between the amount of pushing and the size of the drawing fillet. If it is difficult to achieve a small fillet in drawing forming, the size of the drawing forming fillet can be enlarged to reduce the difficulty of drawing forming , increasing the amount of pushing can also meet the size requirements; if pushing forming is difficult to achieve, you can reduce th...
Embodiment 3
[0040] Embodiment 3: In conjunction with Fig. 4, in step 1 to step 5, the pushing sequence of the side and bottom fillets should be considered when pushing the small fillet, and the process parameters, mold design and tooling should be determined according to the determined pushing sequence. It is preferred to push in all directions at the same time. At this time, the deformation of the fillet and the junction of the fillet can be more coordinated. It can also be pushed separately, pushing in both horizontal directions and pushing at the bottom. At this time, the coordinated deformation of the junction area can be controlled by different pushing amounts, so that the pushing of small round corners can be carried out smoothly, and parts that meet the dimensional accuracy requirements can be obtained. Other steps are with embodiment 1.
[0041] The beneficial effect of this embodiment is that the pushing sequence is reasonably selected according to different forming difficulties,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More