

Preparation method and equipment of high-strength and high-fiber-volume-content resin-based composite material
A composite material and volume content technology, which is applied in the field of resin-based composite materials, can solve the problems of low shear strength of the part layer, white spots on the product, and insufficient penetration, etc., to achieve increased fiber volume content, high fluidity, Avoid the effect of white spots
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
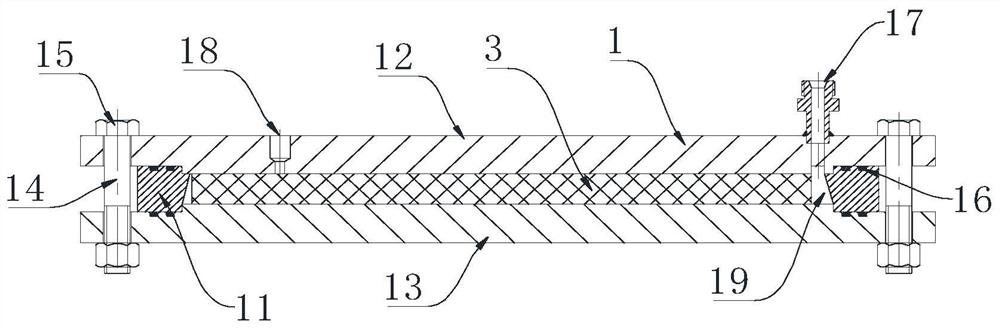
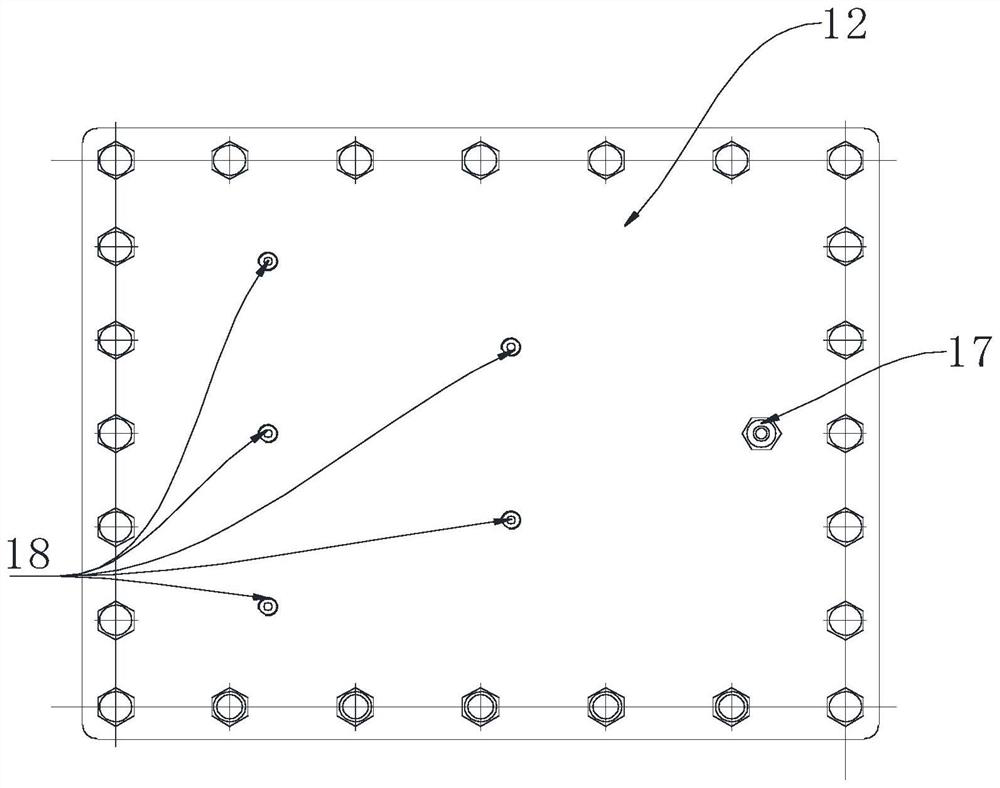
[0047] (1) The minimum effective length and width of the mold cavity is 391mm×291mm, the mold cavity height is 20mm, the cut fabric size is 390mm×290mm, the fabric (type B quartz fiber cloth) specification: 0.28mm thick, surface density: 291.32g / cm 2 , 80 layers of fabric. (2) After layering, the fabric is pre-pressed to be 2 mm higher than the thickness of the mold cavity, and then shaped. (3) The laminated fabric is stitched with a needle-punching stitching mechanism, and the stitching distance is 10mm×10mm. (4) The final pressure of the mold, using the upper and lower surfaces of the mold to further press the pre-pressed fabric that is 2mm higher than the thickness of the mold cavity, so that the thickness of the fabric and the mold cavity are equal. (5) The molding process, the application of reactor pressure and the control of the vacuum degree in the mold cavity during the molding process are carried out alternately. Preheat the reaction kettle, mold, and metal hose be...
Embodiment 2
[0049] (1) The minimum effective length and width of the mold cavity is 391mm×291mm, the height of the mold cavity is 20mm, the cut fabric size is 389mm×289mm, the fabric (type B quartz fiber cloth) specification: 0.28mm thick, surface density: 291.32g / cm 2 , 80 layers of fabric. (2) After layering, the fabric is pre-pressed to be 3mm higher than the thickness of the mold cavity, and then shaped. (3) The laminated fabric is stitched with a needle-punching stitching mechanism, and the stitching distance is 10mm×10mm. (4) The final pressure of the mold, using the upper and lower surfaces of the mold to further press the pre-pressed fabric that is 3mm higher than the thickness of the mold cavity, so that the thickness of the fabric and the mold cavity are equal. (5) The molding process, the application of reactor pressure and the control of the vacuum degree in the mold cavity during the molding process are carried out alternately. Preheat the reaction kettle, mold, and metal h...
Embodiment 3
[0051] (1) The minimum effective length and width of the mold cavity is 391mm×291mm, the height of the mold cavity is 20, the cut fabric size is 390×290, the fabric (type B quartz fiber cloth) specification: 0.28mm thick, surface density: 291.32g / cm 2 , 80 layers of fabric. (2) After layering, the fabric is pre-pressed to be 1 mm higher than the thickness of the mold cavity, and then shaped. (3) The laminated fabric is stitched with a needle-punching stitching mechanism, and the stitching distance is 10mm×10mm. (4) The final pressure of the mold, using the upper and lower surfaces of the mold to further press the pre-pressed fabric that is 1mm higher than the thickness of the mold cavity, so that the thickness of the fabric and the mold cavity are equal to fill the cavity. (5) The molding process, the application of reactor pressure and the control of the vacuum degree in the mold cavity during the molding process are carried out alternately. Preheat the reaction kettle, mol...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More